|
|
Рабочие лопатки промежуточных ступеней ЧВД и ЧСД.Прочность лопаток турбомашин Конструкция рабочих лопаток турбомашин Конструкции рабочих лопаток разных ступеней значительно отличаются. Поэтому отдельно рассматриваются конструкции лопаток регулирующих ступеней (РС), промежуточных ступеней части высокого давления (ЧВД) и части среднего давления (ЧСД), а также конструкции лопаток ступеней части низкого давления (ЧНД). Рабочие лопатки регулирующих ступеней. Рабочая лопатка регулирующей ступени выполнена из цельной заготовки и состоит из профильной части, хвостовика и бандажа (интегрального бандажа) (рис. 1). Рис. 1. Рабочая лопатка регулирующей ступени
Профильные части смежных лопаток образуют рабочие каналы. Профиль коротких лопаток регулирующих ступеней по высоте постоянный. Хвостовик Т-образного типа служит для крепления лопаток к диску. Заплечники предназначены для предотвращения раскрытия «щек» обода диска, которое может произойти под действием центробежной силы. Для придания конструкции большей жесткости и прочности лопатки сварены по бандажам и хвостовикам и образуют пакеты, состоящие из двух или трех лопаток каждый (рис. 2). В пазы бандажей свободно вставлены демпферные ленты, имеющие трапецеидальное поперечное сечение. При относительных тангенциальных смещениях смежных пакетов на поверхностях соприкосновения ленты и бандажа возникает трение, способствующее демпфированию колебаний.
Рис. 2. Пакет из трех лопаток РС.
Предназначение бандажа: – образование периферийной стенки канала; – снижение утечек пара; – повышение прочности и вибрационной надежности лопаточного аппарата.
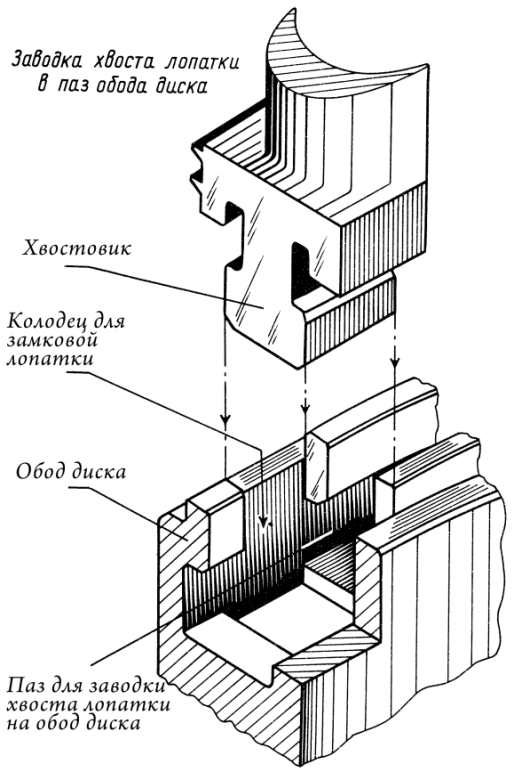
Для заводки хвостовиков лопаток в кольцевой паз обода диска в нем предусмотрены расположенные диаметрально противоположно расширенные входные пазы или колодцы (рис. 4). Через них лопатки заводят в паз радиально, а затем подводят одну к другой в тангенциальном направлении. в местах расширенных входных пазов устанавливаются замковые лопатки, которые имеют иное, чем Т-образный хвостовик, крепление и фиксируются в ободе диска с помощью заклепок (рис. 1, рис. 5 и 6).

Рабочие лопатки промежуточных ступеней ЧВД и ЧСД. Профильная часть лопатки и Т-образный или вильчатый хвостовик выполнены заодно (рис. 5). Если лопатка имеет вильчатый хвостовик, то каждая из них фиксируется в ободе диска с помощью заклепок (рис. 7, рис. 8, рис. 9). Ленточный бандаж с уплотнительными усиками приклепан к вершинам лопаток (рис. 6).
Лопатки, объединенные бандажом, образуют пакет. Пакеты могут содержать от 2 до 20 и более лопаток. В некоторых случаях лопатки рабочего колеса объединяются единым бандажом.
Для повышения вибрационной надежности относительно длинных лопаток промежуточных ступеней предусмотрена проволока, проходящая сквозь отверстия в профильной части лопатки (рис. 7, рис. 9).
Еще одним вариантом выполнения рабочих лопаток промежуточных ступеней является конструкция с комбинированным интегральным и клепаным бандажом и с грибовидным хвостовиком (рис. 10).
Лопатки выполняются с интегральным бандажом, в котором сделаны пазы и выступы. На поверхности соприкосновения пазов и выступов при относительном смещении возникает трение, способствующее демпфированию колебаний. Ленточный бандаж способствует повышению надежности при вибрации. Такая конструкция может применяться и для рабочих лопаток регулирующих ступеней. При dc/l≥10 рабочие лопатки имеют постоянный по высоте профиль, а при dc/l<10 – переменный профиль и поперечное сечение. |
|