|
|
Завершающие операции производства поковокЛекция №7 Штамповка на винтовых прессах Винтовые прессы по принципу воздействия на деформируемый металл занимают промежуточное положение между прессом и молотом. Применяют для штамповки мелких и средних поковок типа колпачков и стаканчиков, типа стрежня с утолщением, а также для штамповки сложных поковок, требующих разъемных матриц. Штампуют поковки из Чме и Цме, преимущественно малопластичных. Применяют при крупносерийном производстве. КГШП и винтовые прессы применяют для получения точных поковок шестерен с готовым профилем зуба. Штамповка на ковочных вальцах Ковочные вальцы – прокатный стан. На валках которого установлены секторные штампы с вырезанными ручьями. Нагретую заготовку 1 падают до упора 2 в тот момент, когда секторные штампы 3 расходятся. При повороте валков происходит захват заготовки и обжатие ее по форме полости. На вальцах изготавливают поковки сравнительно несложной конфигурации, типа звеньев цепей, гаечных ключей. Кроме того, на вальцах фасонируют заготовки для последующей штамповки, чаще всего на КГШП. Штамповку применяют при массовом и крупносерийном производстве для получения мелких и средних поковок переменного сечения. Штамповка на ротационно-ковочных машинах Штамповку осуществляют как в горячем, так и холодном состоянии. Можно изготавливать: 1. Ступенчатые и удлиненные поковки из жаропрочных и малопластичных сталей и сплавов, сплавов на основе Al; 2. Получать отверстия, малых диаметров на относительно большой длине. Шероховатость поверхности
Раскатка кольцевых заготовок на раскаточных машинах Получила особенно большое распространение при производстве колец подшипников. Исходные заготовки для раскатки обычно получают штамповки, ковкой, литьем или из труб. Раскатку осуществляют как в горячем, так и холодном состоянии. Основные преимущества процесса раскатки: 1. возможность получить более сложный профиль и более точные размеры, чем при штамповке 2. обеспечить значительную экономию Me 3. снизить трудоемкость механической обработки на 20-30%. Отделочные операции горячей штамповки Правка – для устранения, искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампов, после обрезки заусенца, после TO. Крупные поковки правят в горячем состоянии, либо в чистовом ручье штампа после обрезки заусенца. Либо на обрезном прессе. Мелкие поковки можно править в холодном состоянии после ТО. Калибровка поковок – повышает точность размеров всей поковки или ее отдельных участков. Различают: - плоскостную калибровку; - объемную калибровку. Плоскостная – служит для получения точных вертикальных размеров на одном или нескольких участках поковки, ограниченных горизонтальными плоскостями.
1- поковка 2,3 – элементы штампа
Плоскостная калибровка производится в холодном состоянии на специальных чеканочных кривошипно-коленных прессах. Шероховатость после калибровки Объемная калибровка служит для уточнения размеров поковки в разных направлениях. Калибруют в штампах с ручьями, соответствующими конфигурации поковки. Можно обрабатывать как в холодном, так и горячем состоянии. Калиброванная – сочетание операций объемной и плоскостной калибровки. В начале обработки в результате объемной калибровки поверхности поковок становятся гладкими, далее отдельные элементы поковки подвергаются плоскостной чеканке для получения точных размеров. Очистка поковок от окалины Облегчают условия работы режущего инструмента при последующей обработке резанием. Очистку осуществляют в барабанах, дробью травлением. В барабанах: поковки загружают в барабан с наклонной осью вращения, в которой находятся стальные звездочки. При вращении барабана поковки трутся друг о друга и звездочки, благодаря чему окалина сбивается. Дробеструйная очистка: металлическая дробь 1-3 мм с большой скоростью ударяется о поверхность поковки и сбивает с нее окалину. Скорость дроби сообщает сжатый воздух в специальных аппаратах. Травление: очищают крупногабаритные поковки сложной конфигурации в водных р-х кислот, нагретых до 40-60
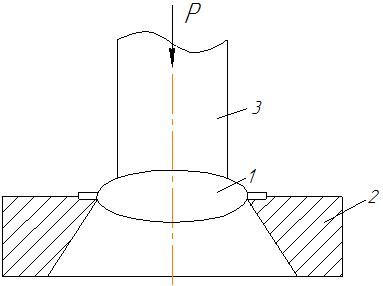
Завершающие операции производства поковок Обрезка заусенца и пробивка пленок выполняют с помощью штампов, устанавливаемых на кривошипных прессах. При обрезке заусенца поковку 1 укладывают в матрицу 2 так, что она своим заусенцем ложится на режущие кромки матрицы. При нажатии пуансоном на поковку режущие кромки матрицы срезают заусенец по всему периметру поковки, которая после этого проваливается вниз.
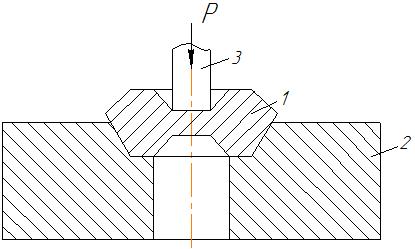
При пробивке плёнки поковку 1 укладывают в матрицу 2 и с помощью пуансона 3 пробивают.
|
|

 при холодной и
при холодной и  при горячей обработке.
при горячей обработке.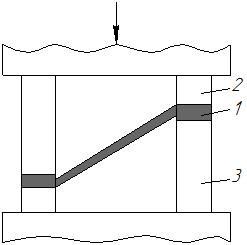

 .
.