|
|
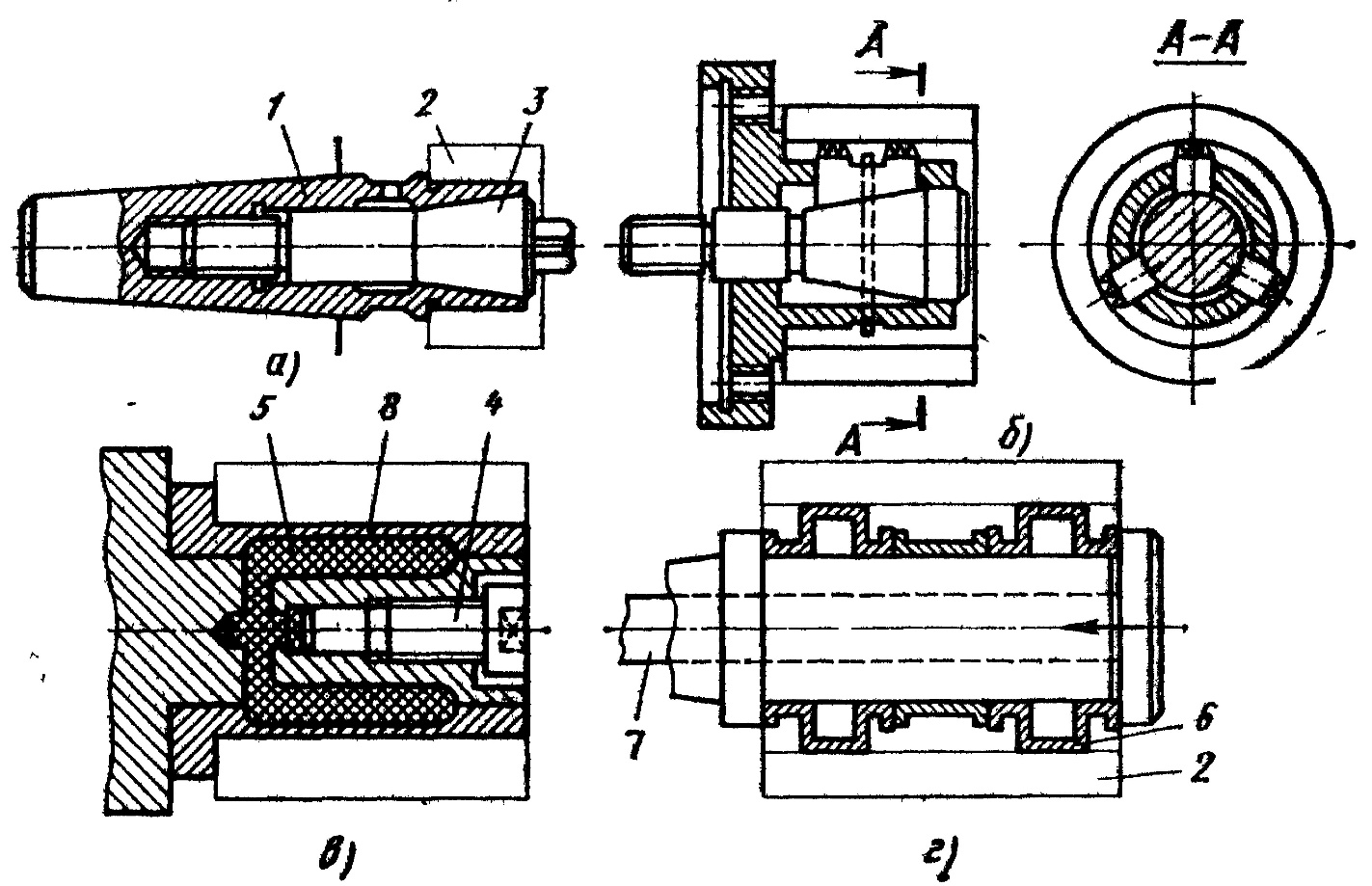
Установка заготовок на внутреннюю цилиндрическую поверхность н перпендикулярную к ее оси плоскость.Такую установку производят на оправки и пальцы. Торец заготовки координирует ее положение по длине, а различные элементы (шпоночная канавка, радиальное отверстие и др.) определяют ее угловое положена. Оправки, применяемые в производстве условно можно разделить на жесткие и разжимные. Типы жестких оправок приведены на рис. 3.
Рис. 3. На рис. 3, а показана коническая оправка (конусность 1/200 – 1/400), на которую заготовка базируется цилиндрическим отверстием, обработанным до Н6 – Н7. Точность центрирования 0,005 – 0,010 мм. Недостаток оправки – отсутствие точной фиксации заготовки по длине. Оправка применяется в единичном и мелкосерийном производстве. На рис. 3, б изображено оправка, на которую заготовка базируется с натягом. Используя подкладные кольца при запрессовке, заготовку точно ориентируют по длине оправки. Наличие канавки 1 позволяет подрезать торцы заготовки, шейки 2 служит для направления заготовки. Точность центрирования' 0,005 – 0,010 мм. На рис. 3. в изображена оправка, на которую заготовка базируется с зазором. Достоинство оправки в том, что, заготовки фиксируются по длине своим буртом, от проворачивания фиксируется затяжкой гайки 3 или шпонкой 4 (при наличии в заготовке шпоночной канавки). Под оправку отверстия обработаны по 7-му квалитету. Точность базирования зависит от зазора который ≈ 0,02 – 0,03 мм. Крутящий момент оправкам на рис. 3 а, б, в, передается квадратом, лыской или поводковым пальцем. Оправки диаметром более 80 мм для облегчения выполняют полыми. Типы разжимных оправок показаны на рис. 4.
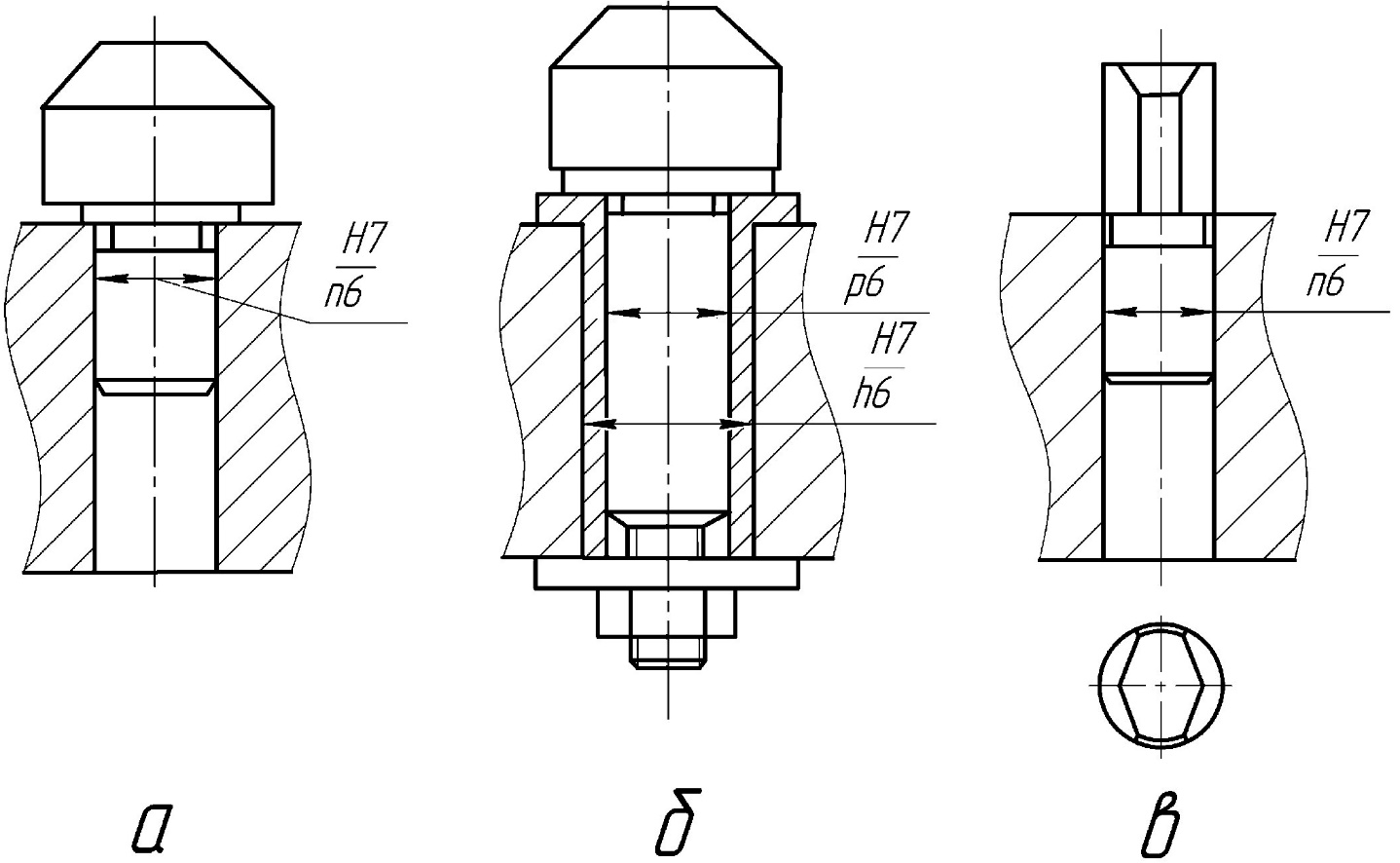
Рис. 4. Консольная оправка с прорезями на рабочей шейке 1 (рис. 4, а) служит для закрепления заготовки 2 затяжкой внутреннего конуса 3. Оправки этого типа допускают использование баз в виде отверстий, обработанных с точностью H8 – Н12. Точность центрирования оправки – 0,02 – 0,4 мм. Консольная оправка с тремя сухарями (рис. 4, б), разжимаемыми внутренним конусом, используется для закрепления толстостенных заготовок с обработанным или необработанным отверстием. Точность центрирования оправки 0,05 – 0,10 мм. Схема оправки с упругой гильзой, разжимаемой изнутри гидропластмассой (ТУ МХП 2742—53), показана на рис. 4, в. Затягивая винт 4, сжимают гидропластмассу 5, которая, разжимая тонкостенную гильзу 8, закрепляет заготовку. Оправки с гидропластмассой обеспечивают точность центрирования 0,005 – 0,01 мм. Базовые отверстия заготовки обрабатывают с точностью Н7 – Н8. На рис. 4, г показана оправка с гофрированными втулками 6, обеспечивающая точность центрирования (0,002 – 0,003 мм). При приложении осевой силы от штока 7 цилиндрическая часть втулок выпучивается и прочно закрепляет заготовку 2. Разностенность втулки допускается до 0,05 мм и биение торца до 0,005 мм. Точность обработки базовых отверстий – в пределах Н6 – Н7. Установку заготовок базовыми отверстиями в стационарные приспособления осуществляют на консольные цилиндрические пальцы
Рис. 5.
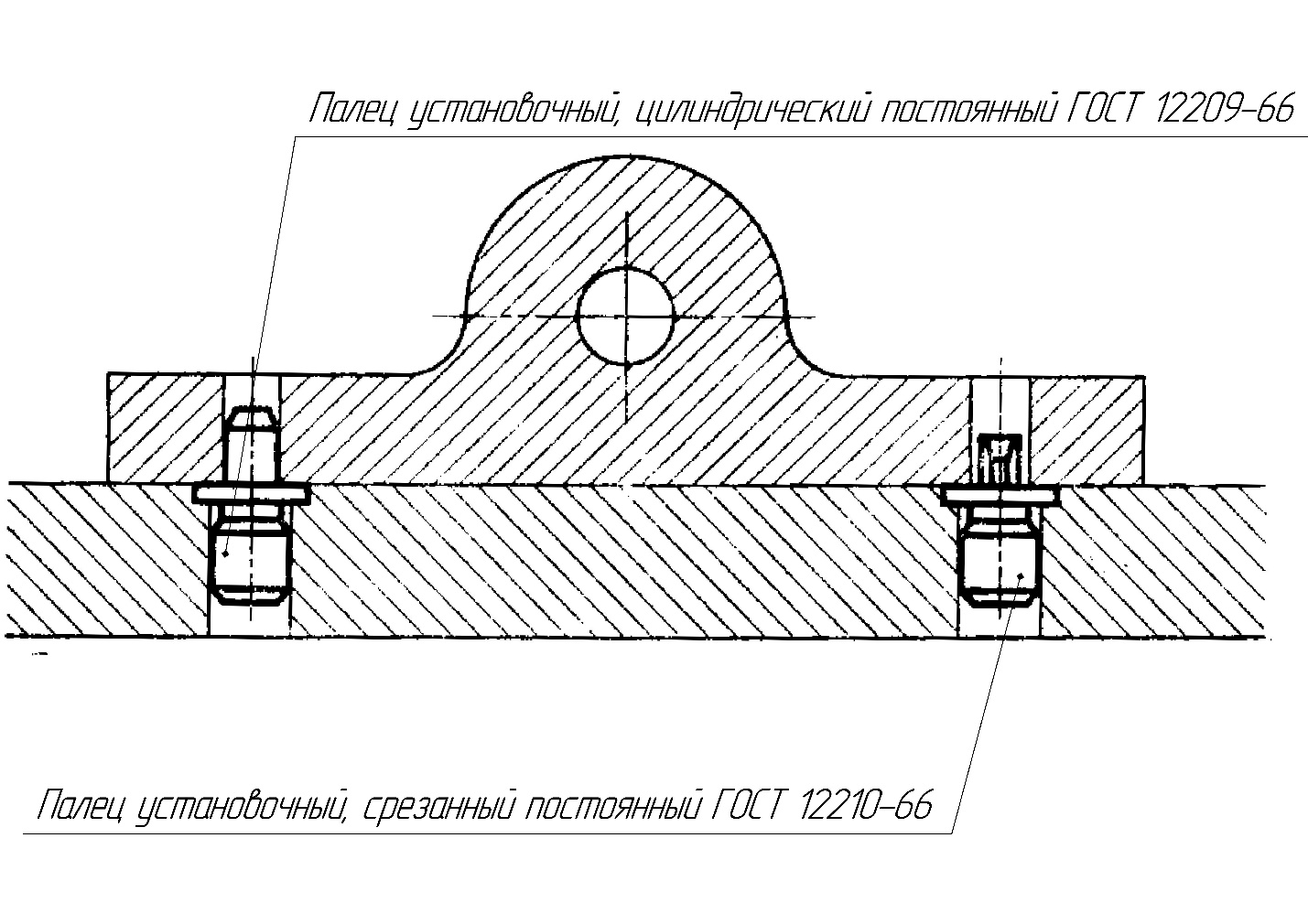
Рис. 6. Пример установки заготовки на срезанный и цилиндрический пальцы
При конструировании, оправок с запрессовкой обрабатываемой заготовки определяют диаметр ее рабочей шейки. Исходные данные для расчета: номинальный диаметр d; длина базы (отверстия) l, наружный диаметр заготовки d1; модули упругости E1, и Е2 и коэффициенты Пуассона μ1, и μ2 материалов оправки и заготовки; момент М и осевая сила Р, возникающие при обработке и стремящиеся повернуть или сдвинуть заготовку на оправке; коэффициент трения между заготовкой и оправкой f = 0,08 ÷0,12. Задаваясь коэффициентом запаса k = 1,5 ÷ 2,0, определим момент Мтр или осевую силу Ртр, удерживающие заготовку yа оправке:
где р – давление на поверхности сопряжения, Мпа;
где δ – натяг, мкм. Для сплошной оправки
Для определения наименьшего диаметра оправки находим натяг δ (мкм) из формулы (6), предварительно определив р из выражений (4) и (5),
Поля допусков на изготовление β и износ γ оправки, а также ее наименьший и наибольший диаметры показаны на рис., д. Для оправок диаметром до 80 мм значение β можно брать равным 0,01 мм и
2.6. Установка заготовок на плоскость и два цилиндрических отверстия
Способ базирования (рис. технологические базы) часто используют для таких заготовок, как плиты, корпусы, опоры и т.д. При этой схеме базирования заготовку устанавливают в приспособления-спутники на обрабатывающих автоматических станках и линиях. Данная схема базирования обладает следующими достоинствами: – лишает заготовку шести степеней свободы; – обеспечивает свободный доступ инструмента в зону обработки; – реализует принцип единства и постоянства баз при обработке. Существует два варианта установки заготовки: на два цилиндрических пальца и на один цилиндрический и срезанный пальцы. Для последующих расчетов примем следующие обозначения: L – расстояние между центрами базовых отверстии и установочных δ0 – допуск на межцентровое расстояние базовых отверстий;
δn – допуск на межцентровое расстояние установочных пальцев;
S1 min – минимальный зазор в сопряжении первого отверстия с пальцем; S2 min – минимальный зазор в сопряжении второго отверстия с пальцем. Условие возможности установки деталей на два цилиндрических пальца. Для вывода условия предполагаем худший случай из всех возможных (рис. 1), а именно: межцентровое расстояние отверстий у детали выполнено по наибольшему предельному размеру (L + На схеме рис1. а показано положение отверстий 1 и 2 и пальцев 3 и 4 при номинальном межцентровом расстоянии между ними (размер L).
Рис. 1 На схеме (рис1, б оси отверстий 1' и 2' имеют наибольшее межцентровое расстояние (L + Из графического построения (рис. 1, б) находим
Отсюда определяется условие возможности установки на два цилиндрических пальца
|
|

 ;
; ,
, ,
, ;
; 
 ;
; 

 – отклонения межцентрового расстояния базовых отверстий;
– отклонения межцентрового расстояния базовых отверстий; – отклонения межцентрового расстояния установочных пальцев;
– отклонения межцентрового расстояния установочных пальцев; ) межцентровое расстояние пальцев – по наименьшему (L –
) межцентровое расстояние пальцев – по наименьшему (L –  ), зазоры в сопряжениях отверстий с пальцами выполнены минимальными (S1 min, S2 min).
), зазоры в сопряжениях отверстий с пальцами выполнены минимальными (S1 min, S2 min).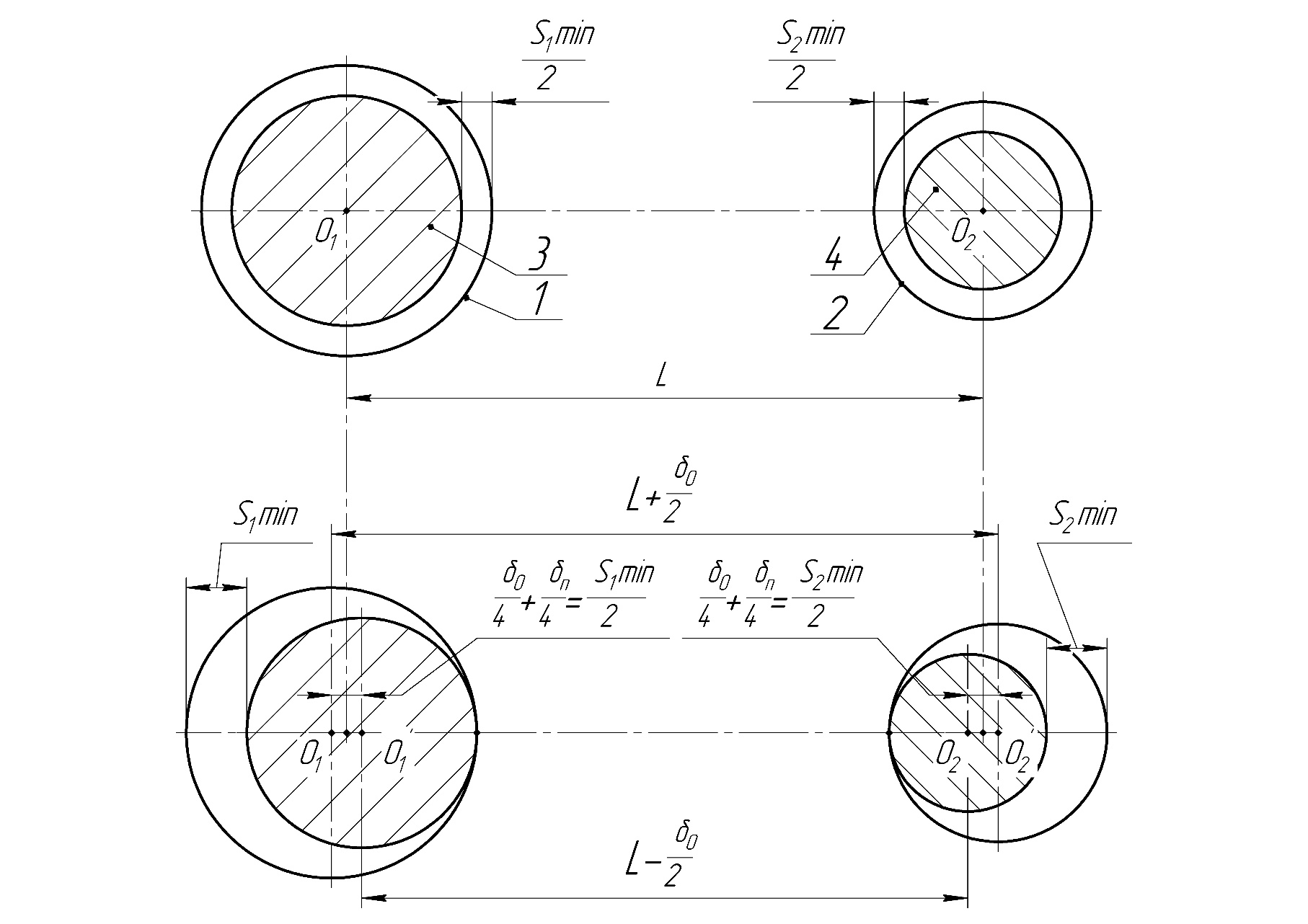
 [1]
[1]