|
|
Требования к сборке труб (слайд5)Введение. При строительстве предприятий нефтяной, химической, пищевой, металлургической промышленности, а также объектов по производству минеральных удобрений и агропромышленного комплекса значительный объём составляют работы по изготовлению и монтажу трубопроводов водоснабжения. В общем объёме монтажных работ стоимость монтажа технологических трубопроводов достигает 65% при строительстве предприятий нефтяной и нефтехимической промышленности, 40% – химической и пищевой, 25% – металлургической.
Классификация трубопроводов (слайд2) • магистральные трубопроводы • трубопроводы пара и горячей воды • технологические трубопроводы • трубопроводы газоснабжения (распределительные) • водоснабжение и канализация Значительный объем в сталях, применяемых для изготовления труб и строительства трубопроводов различного назначения, занимают низкоуглеродистые и низколегированные стали с пределом текучести до 500 МПа.
Способы сварки трубопроводов Для сварки магистральных трубопроводов наибольшее распространение получили дуговые методы сварки. Более 60% всех стыков на магистралях свариваются автоматической дуговой сваркой под флюсом. Дуговая сварка под флюсом используется только в тех случаях, когда существует возможность вращения стыка. Сварку трубопроводов под флюсом в основном автоматизированным способом применяют при изготовлении двух- и трехтрубных секций диаметром 219...1420 мм. Когда применение механизированных методов невозможно, используется ручная дуговая сварка. Нормативные документы, применяемые при строительстве магистральных и распределительных трубопроводов Главным нормативным документом, регламентирующим правила выполнения сборочно-сварочных работ при строительстве трубопроводов в СНГ являются «Строительные нормы и правила» на основе которых были разработаны «Сводные правила по производству сварочных работ и контролю качества сварных соединений» СП 105-34-96, а также СНиП 3.05.02.88 «Трубопроводы газоснабжения». В этих документах приводятся правила квалификационных испытаний сварщиков и контроля допускных стыков, правила подготовки труб к сварке, условия правки, ремонта и отбраковки труб, порядок сборки различных труб между собой и с трубопроводной арматурой, оговорены методы сварки и погодные условия при выполнении работ на трассе, нормативные документы регламентируют применение рекомендованных сварочных материалов, а также нормы и правила контроля сварных соединений трубопроводов, условия их выбраковки и ремонта. За рубежом при строительстве трубопроводов руководствуются национальными и международными стандартами (табл. 1)(слайд3), среди которых наибольшей популярностью пользуются АРI 1104, АРI 5D и ВS 4515. При контроле качества сварных соединений трубопровода, как правило, руководствуются международным стандартом ISО 8517 и европейским стандартом EN 25817. Таблица 1 Требования к трубам По этим стандартам трубные стали объединяются в группы по пределу текучести. Импортные трубы изготавливаются и поставляются в основном по стандартам Американского нефтяного института (АРI), Стандарты АРI помимо механических свойств регламентируют процесс изготовления труб, химический состав стали, размеры, массу и длину трубы, давление при гидравлических испытаниях в процессе изготовления, методы неразрушающего контроля, которые применяют при изготовлении, условия ремонта труб и т.д. Подготовка кромок труб под сварку Перед началом сварочно-монтажных работ необходимо убедиться в том, что используемые трубы и детали трубопроводов имеют сертификаты качества и соответствуют проекту, техническим условиям на их поставку. Трубы и детали должны пройти входной контроль в соответствии с требованиями соответствующих стандартов и технических условий на трубы. а) газокислородная резка с последующей механической зачисткой кромок абразивным кругом на глубину 0,1.. .0,2 мм; Все трубы поступают на трассу с заводов с разделкой кромок, предназначенной для ручной дуговой сварки покрытыми электродами. Эта разделка (рис. 1, а) (слайд4)имеет для труб любого диаметра при толщине стенки более 4 мм угол скоса кромок 25-30° и притупление 1-2,6 мм. При толщине стенки 16 мм и более трубы большого диаметра могут поставляться с комбинированной разделкой кромок в соответствии с рис. 1, б.
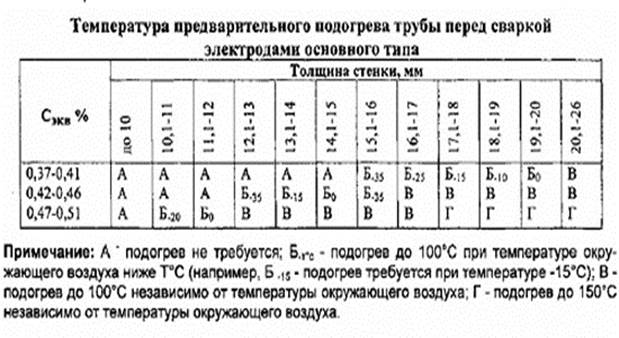
Рис. 1. Типы разделки кромок труб для ручной дуговой сварки (а, б), автоматической сварки в среде защитных газов (в), автоматической сварки под флюсом (г, д, е, ж) и порошковой проволокой с принудительным формированием (а, б). Требования к сборке труб (слайд5) Сборка стыков труб должна гарантировать: • равномерность по периметру зазора, находящегося в пределах значений, регламентированных соответствующими стандартами и инструкциями; • минимально возможную величину смещения кромок, регистрируемую универсальными шаблонами, не превышающую допустимых значений (для магистральных трубопроводов - 0,2 толщины стенки, но не более 3 мм, для распределительных - (0,15 толщины стенки + 0,5 мм); • смешение продольных заводских швов относительно друг друга на расстояние не менее 100 мм - для труб диаметром более 100 мм и на 1/3 длины окружности - для труб диаметром менее 100 мм. В случае технической невозможности выполнения указанных требований назначается дополнительный ультразвуковой контроль сварочного соединения на данном участке стыка. Предварительный подогрев Предварительный подогрев является одной из важнейших технологических операций, позволяющих регулировать термический цикл сварки. Известно, что структура и свойства сварного соединения в значительной степени определяются скоростью охлаждения металла в интервале температур 800-500°С (наименьшей устойчивости аустенита). При высоких скоростях охлаждения возможно образование закалочных структур, обладающих высокой прочностью и низкой пластичностью, а также склонностью к образованию холодных трещин. Температуру предварительного подогрева выбирают в зависимости от химсостава стали (по эквиваленту углерода), толщины станки трубы, температуры окружающего воздуха и вида электродного покрытия. Эти параметры, как правило, регламентируются соответствующими стандартами и технологическими инструкциями. Так, например, в СНГ руководствуются ВСН 066-89 (табл. 2)(слайд6). При сварке электродами с целлюлозным покрытием температура предварительного подогрева повышаетсяна75°С. Табл.2 Предварительный и, при необходимости, сопутствующий подогрев следует осуществлять нагревательными устройствами (газовыми или электрическими), обеспечивающими равномерный нагрев металла по всему периметру свариваемого стыка. |
|