|
|
Розділ 6. Описання контролю якості складання лонжеронного крила таДИПЛОМНА РОБОТА РОЗРОБКА ТЕХНОЛОГІЧНОГО ПРОЦЕСУ СКЛАДАННЯ ЛОНЖЕРОННОГО КРИЛА учениці 4 курсу групи СБ-2-4 Долгової Наталії Петрівни
керівник викладач ХПЛМ Коробка Наталія Сергіївна
м. Харків 2016 р. Зміст стор. 1. Вступ 3 2. Розшифрування розмірів креслення 5 3. Призначення, будова та принцип дії лонжеронного крила х 4. Матеріали, які використовуються для виготовлення деталей лонжерон- ного крила х 5. Технологічний процес складання лонжеронного крила х 6. Контроль якості складання лонжеронного крила та засоби контролю х 7. Причини можливого браку при складанні лонжеронного крила та заходи його попередження х 8. Правила техніки безпеки при складанні лонжеронного крила х 9. Організація робочого місця слюсаря-складальника літальних апаратів х 10. Висновок х 11. Список використаної літератури х
Вступ Створення такого складного виробу, як літак, представляло б собою надзвичайно складну задачу, якщо б в процесі ескізного та технічного проектування його не поділяли на закінчені в конструктивному й технологічному сенсі частини. В літакобудуванні прийнято членувати вироби на агрегати, відсіки, вузли, деталі часто звані збірними одиницями. В процесі розробки конструкції спочатку виконують членування планера на агрегати, вузли та з'єднувальні деталі, які входять в планер, потім агрегати поділяють на відсіки, вузли та з'єднувальні деталі, які входять до відсіків, та нарешті, вузли відсіків, агрегатів і планера — на їх складові деталі. Вочевидь, метод членування літака на частини буде визначати і членування загального технологічного процесу виготовлення літака на відповідні складові. Після членування для виготовлення кожного окремого агрегату, відсіку, вузла розробляють самостійний технологічний процес. З метою ув'язки технологічних процесів виготовлення частин літака проектування загального технологічного процесу його виготовлення виконується в два етапи. На першому етапі проектування розробляють директивні технологічні матеріали, які включають основні вимоги до частин, що виготовляються. На другому етапі розроблюють декладні технологічні процеси виготовлення частин літака в цілому. Технологічний процес виготовлення літака завершується складанням-монтажем його з агрегатів, вузлів і з'єднувальних деталей з подальшим регулюванням та випробуванням. Метою даної дипломної роботи є дослідження розробки технологічного процесу складання одного з агрегатів літака - лонжеронного крила. Дана робота включає наступні розділи: розшифрування розмірів креслення; опис призначення, будови та принципу дії лонжеронного крила; опис технологічного процесу складання лонжеронного крила; опис контролю якості складання та засоби контролю; опис причин можливого браку при складанні лонжеронного крила та заходи його попередження; опис правил техніки безпеки при складанні лонжеронного крила; опис організації робочого місця слюсаря-складальника літальних апаратів; висловки та список використаної літератури.
Розділ 2.Розшифрування розмірів креслення
Розділ 3: Опис призначення, будови та принципу дії лонжеронного крила Крило в авіаційній техніці — поверхня для створення підйомної сили. Крило — основне призначення якого створення підйомної сили (сила, яка перпендикулярна напрямку вектора швидкості). Наявність крила — відмінна частина літака. У гелікоптера підйомну силу створює гвинт. У гвинтокрила — обидва (гвинт і крило) створюють підйомну силу. Підйомна сила крила створюється за рахунок різниці тисків повітря на нижній та верхній поверхнях. Тиск повітря залежить від розподілу швидкостей повітряних потоків поблизу цих поверхонь. Завдяки поступальному руху, крило здійснює роботу по розгону частини потоку. Досягнувши точки відриву біля задньої кромки, повітря продовжує свій рух вниз по інерції разом з масою, відхиленої нижньої поверхні крила, що в сумі викликає скіс потоку і виникнення реактивного імпульсу. Вертикальна частина цього імпульсу і викликає підйомну силу, яка врівноважує силу тяжіння, горизонтальна частина врівноважується лобовим опором. Обтікання крила є дуже складним тривимірним нелінійним, і часто нестаціонарним, процесом. Підйомна сила крила залежить від його площі, профілю, форми в плані, а також від кута атаки, швидкості та щільності потоку і від цілого ряду інших факторів. Додатково крило використовується для забезпечення поперечної стійкості та керованості літака, а також як ємність для пального та база кріплення стійок шасі та двигунів літаків. Для сприйняття згинального та крутного моментів і поперечної сили, яка діє в перерізах крила, в його конструкції є спеціальні силові елементи. Вони повинні розташовуватися вздовж усього крила для того, щоб передати навантаження, що діють на крило, на вузли кріплення його до фюзеляжу. Сукупність цих елементів є силовою конструкцією або схемою крила. В залежності від того, якими елементами сприймаються згинальні моменти, силові конструкції поділяються на: лонжеронні, кесонні та моноблочні. Лонжеронним крилом є крило, в якому згинальний момент в основному сприймається лонжеронами, які мають потужні пояси. Таке крило включає один або кілька поздовжніх силових елементів — лонжеронів, які сприймають згинальний момент і поперечну силу. Згинальний момент сприймають пояси лонжеронів, в яких виникають великі осеві навантаження. Стінки лонжеронів, сприймаючи практично всю поперечну силу, працюють на зсув. Крім того, стінки спільно з обшивкою утворюють замкнуті контури, що сприймають крутний момент.
Мал. 3.1. Конструкція лонжеронів балочного і ферменного типів: а, б – балочні: 1 – стінки, 2 – пояси, 3 - стійки; в - ферменні
Мал.3.2. Конструкція складового (а,б) та монолітного (в) лонжеронів
При такій простій конструкції лонжерона досягається найбільш ефективне використання матеріалу, а отже, і мінімальна маса. Пояси лонжеронів являють собою катані або пресовані профілі різного перерізу, зручні для з'єднання з обшивкою і стіною (мал.3.3). З умови однакової міцності площин перерізу поясів до кінця крила повинні зменшуватися.
Мал. 3.3. Перерізи лонжеронів
Завдяки лапкам на поясах лонжеронів (мал. 3.2, а та мал. 3.3, з,и) спрощується кріплення обшивки і стінки до поясу, стають менше витрати перерізу під отвори. Кореневі частини лонжеронів закінчуються потужними стикувальними вузлами, які передають сили і моменти з консолей крила на центроплан або безпосередньо на фюзеляж. Крім лонжеронів в такому крилі можуть бути поздовжні стінки. Вони відрізняються від лонжеронів. Панелі обшивки зі стрингерним набором, кріпляться до лонжеронів. Лонжерони передають навантаження на шпангоути фюзеляжу літака за допомогою моментних вузлів. Лонжеронні крила мають порівняно тонку обшивку, підкріплену стрингерами та нервюрами. Товщина обшивки та підкріплюючого його набору, визначаються з умов роботи на зрушення та кручення. При зміні крила обшивка в стислій зоні має низьке значення критичної напруги. У підсумку участь обшивки в сприйманні згинаючого моменту обмежується роботою її в розтягнутій зоні, де вона лише розвантажує нижні пояси лонжеронів. В крилі, де застосовується один лонжерон, зазвичай його розташовують у місці максимальної будівної висоти профілю (у літаках з малою швидкістю польоту на 30 - 40 % хорди, у швидкісних на 45 - 60 % хорди). Для отримання контуру здатного сприймати кручення, а також бази для кріплення елеронів й засобів механізації на крилі з одним лонжероном на 65 — 70 % його хорди від носка розташовується поздовжня стінка. В дволонжеронних крилах передній лонжерон зазвичай розташовується на 15 - 25 % хорди, задній на 60 — 70 %, максимальна будівельна висота профілю у такого крила не використовується для раціонального розподілу матеріалу в конструкції, тому вага дволожеронного крила при різних параметрах завжди більша за однолонжеронне. На кручення працює контур, який створений обшивкою та стінками переднього та заднього лонжеронів (мал.3.4) Крило однолонжеронне з працюючою обшивкою, має в плані форму двох трапецій і складається з трьох частин: · центроплану; · двох відокремлених консолей.
Стиковка консолі крила з центропланом здійснюється вузлами підвіски на основному і допоміжному лонжеронах. Центроплан (мал. 3.5) складається з двох половин, з'єднаних загальним основним лонжероном. Каркас кожної половини центроплана утворений основним лонжероном 1, переднім 2 і заднім 3 допоміжними лонжеронами, стрингерами 4 і 5, вісьмома нервюрами і працюючою обшивкою (мал.3.5). Основний лонжерон центроплана 1 встановлений в місці максимальної товщини профілю крила, він сприймає згинальний момент і поперечну силу. Поперечна сила сприймається стінкою лонжерона, а згинальний момент - його полками. Основний лонжерон проходить через середню частину фюзеляжу, і його стінка приклепується до 15-го і 16-го шпангоутам. У стінці основного лонжерона є два окантованих вирізи для проходу каналів повітрозбірника. Вхідні канали повітрозбірника кріпляться гвинтами до передньої кореневій частини центроплану. На передній стінці основного лонжерона кріпляться сталеві вузли навішування основних стійок шасі. На торцях основного лонжерона розташовані по два вузла кріплення консолей крила. За допомогою болта він кріпиться до шпангоуту № 11 фюзеляжу (мал.3.5). Коренева частина лонжерона з'єднується зі шпангоутом № 19 фюзеляжу за допомогою заклепок і болтів. Задній допоміжний лонжерон сприймає частину згинального моменту і поперечної сили крила. Стрингер 4 розташований між основним лонжероном і заднім допоміжним лонжероном, служить опорою для обшивки. Крім того, він виконує силову задачу: працює на розтягування і стиснення, сприймаючи частина згинального моменту крила.
Нервюри призначені для утворення і збереження в польоті форми профілю крила у всіх його перетинах. Середні частини нервюр кріпляться заклепками до основного і допоміжного лонжеронів за допомогою вертикальних жорсткостей, виготовлених з пресованих профілів. Посилені нервюри кріпляться до основного лонжерону крім заклепок додатковими лапками. Хвостовики нервюр своїми відбортівками кріпляться до заднього допоміжного лонжерону. Форма їх нижньої частини відповідає контуру закрилка. Обшивка призначена для утворення поверхні, необхідної для обтікання крила потоком повітря з метою створення підйомної сили. Будучи складовою частиною силової схеми крила, обшивка сприймає крутний момент, а також частково і згинальний момент, працюючи при цьому на розтяг-стиск. У задній частині центроплана встановлено внутрішній закрилок (мал. 3.6). У хвостовиках нервюр № 1 і 8 вирізаними фрезеруванням напрямні рейки. При відхиленні закрилок переміщується назад, при цьому ролики, закріплені на закрилку, рухаються по напрямних рейках. На нервюрах № 8 встановлений циліндр управління закрилками. Внизу центроплана є ніші для розміщення в прибраному положенні основних стійок шасі. Внизу правої половини центроплана встановлена антена радіовисотомір. Основний лонжерон консолі (мал. 3.6) є основною несучою частиною крила, складається з полиць і приклепаних до нього стінок, виготовлених з дюралюмінієвого листа. До основного лонжерону кріпиться стикового вузол, який передає з консолі на центроплан згинальний момент і значну частину поперечної сили. Передній допоміжний лонжерон розташований в носовій частині крила. Задній допоміжний лонжерон проходить від нервюри № 9 до нервюри № 14 і несе на собі задній стикувальний вузол консолі.
При такій простій конструкції лонжерона досягається найбільш ефективне використання матеріалу, а отже, і мінімальна маса. Консолі крила (мал. 3.7) складаються з каркаса і працюючої обшивки. Поздовжній набір каркаса крила складають: · основний лонжерон, · передній і задній допоміжні лонжерони, · стрингери. У поперечний набір каркаса входить 12 нервюр. Стиковка консолей крила з центропланом здійснюється за допомогою вузлів підвіски на основному і задньому допоміжному лонжеронах. Стик консолі крила з центропланом закривається щілинної стрічкою, яка встановлюється на гвинтах. Кріплення нервюр консолей крила до лонжеронів і обшивці аналогічно кріпленню нервюр центроплана. Верхні і нижні полки нервюр в місці з'єднання з полицею лонжеронів посилені дюралюмінієвим куточком. Хвостові частини нервюр крила в зоні посадкового щитка мають форму його профілю. Нервюри № 15 і 19 посилені куточками під вузли підвіски елерона. Між нервюрами № 9 і 10 встановлено бомботримачів; між нервюрами № 17 і 18 знаходиться кронштейн кріплення трубки ПВД ( мал.3.10).
У задній частині консолі між нервюрами № 9 і 14 мається зовнішній закрилок, а в хвостовиках нервюр № 9 і 14 вирізаними фрезеруванням напрямні рейки закрилка. Між нервюрами № 14 і 20 встановлено елерон. До нервюри № 20 гвинтами кріпиться закінцівка крила, на якій розташовані аеронавігаційний вогонь АНО і розрядник статичної електрики. На консолях знаходяться антени відповідача. На лівій консолі встановлена посадкова фара і антена радіовисотомір, в правій консолі - датчик ГИК-1. На носках лівої і правої консолей крила в районі елеронів маються пластинки-турбулнзатори, що викликають місцевий передчасний зрив потоку, які застережуть льотчиків про наближення до швидкості звалювання (по трясці ручки керування). Елерон (мал. 3.8) підвішений до крила на двох вузлах, служить для поперечного керування літаком. Каркас елерона складається з: · з лонжерона, · 11 нервюр; · задньої рейки. · Мал. 3.8. Елерон:1 - лонжерон; 2 - вузли підвіски; 3 - нервюри; 4 - задня рейка; 5 - балансувальний «ніж»; 6 - балансувальний вантаж
Закрилки (мал.3.9). На літаку встановлені два внутрішніх (на центроплані) і два зовнішніх (на консолях) висувних закрилки, що мають три фіксованих положення: прибрано, злітне (випущені на 15°) і посадочне (випущені на 30 °). Кожне положення закрилків має світлову і механічну сигналізацію: прибрано - горить червона лампочка, механічний покажчик прибраний; злітне - горить помаранчева лампочка, механічний покажчик в першому проміжному положенні; посадочне - горить зелена лампочка, механічний покажчик в другому, повністю випущеному положенні. Система прибирання закрилків має пристосування для автоматичної їх прибирання при швидкості 290 ± 10 км / год. по приладу.
Мал. 3.9Закрилок зовнішній: 1 - напрямні ролики; 2 - каретка; 3 - направляючий штир; 4 - лонжерон; 5 - нервюри; 6 - задня рейка; 7 – обшивка
Закрилки виконують два завдання: при випуску на 15° зменшують довжину розбігу літака при зльоті, під час випуску на 30° зменшують довжину пробігу і посадкової дистанції. По конструкції всі закрилки аналогічні. Каркас закрилка складається з: · лонжерона, · нервюр; · задньої рейки. На торцях кожного закрилка закріплені чотири пластини. На передніх пластинах встановлені ролики для переміщення закрилків в напрямних рейках і штирі для кріплення тяг управління закрилками. На задніх пластинах встановлені штирі, які при прибраних закрилках входять в спеціальні гнізда, вирізаними фрезеруванням в хвостовиках нервюрах крила, в результаті чого зменшується вібрація закрилків.
15- задній лонжерон; 16-кришка люка паливоміра; 17 – передній стикувальний вузол; 18 – верхній косинець переднього лонжерона; 19 – бокова нервюра; 20 – верхній пояс переднього лонжерона
Розділ 4.Опис матеріалів, які використовуються для виготовлення деталей лонжеронного крила
Прагнення збільшити корисне навантаження літака за рахунок зменшення його ваги обумовлює необхідність використання витривалих та легких матеріалів. Можливість використання в літакобудуванні того або іншого металу або сплаву визначається його фізичними, хімічними, механічними та технологічними властивостями. Найбільш широке використання в літакобудуванні мають такі метали та сплави: 1. прості вуглецеві сталі 2. спеціальні леговані, сталі з добавкою хрому, нікелю, вольфраму, молібдену, титану та ін. 3. мідь та її сплави (латунь, бронза) 4. алюміній та його сплав (дюралю мін, силумін та ін.) 5. сплави на основі магнію 6. сплави олова, міді та сурми (баббіти) Широке розповсюдження в літакобудуванні знайшли такі матеріали як: · алюмінієво-літієві сплави, які використовують в якості легіруючого елементу літій (вагова щільність 534 кг/м3) та забезпечує зниження ваги конструкції при підвищенні питомої міцності та жорсткості за рахунок підвищення на 5-8% модуля пружності. Ці сплави підтримують частку алюмінієвих сплавів в якості основних авіаційних матеріалів; · полімерні композиційні матеріали (ПКМ) майже вдвічі дозволять поряд з підвищенням вагової ефективності вирішити проблеми ресурсу при статичних і динамічних навантаженнях; · нові композиційні матеріали (КМ) на підставі алюмінієвих і титанових сплавів з використанням наповнювачей: SiC, Al2O3, інтерметаліди та ін. дозволять підвищити ресурсні та теплофізичні характеристики, модуль пружності та ін. властивості. З позицій забезпечення безпеки польотів пасажирських і транспортних літаків необхідні матеріали з підвищеною довговічністю. До таких матеріалів відносяться металоорганопласти – алори. В конструкціях з алору тріщина досягне свого критичного значення при кількості польотів ЛА в п`ять разів більшому порівняно з традиційними матеріалами. Як вже було відмічено в розділі 3 крила літаків в багатьох випадках визначають статичну витривалість, жорсткість, ресурс і живучість літаків. Ресурс крила літака, його жорсткість і живучість визначають лонжерони, які є одними з відповідальних силових елементів. Матеріал,який застосовується для виготовлення елементів лонжерона, повинен забезпечувати мінімальну вагу конструкції при достатній міцності, ресурсі та можливо більшої жорсткості, допускати застосування високопродуктивної технології, бути зручним при ремонті та недорогим. При виборі матеріалу з високою ваговою ефективністю використовують питомі показники, які визначаються для кожного виду навантаження. За статистикою для виготовлення поясів лонжерона пасажирських і транспортних літаків найчастіше застосовують алюмінієво-мідні сплави. Ці сплави мають хороші характеристики витривалості та живучості, малочуттєвості до концентраторів напружень, що виникають при складанні. Лонжерони крила, як вже відзначалось раніше, є одним з найбільш відповідальних силових елементів крила, які багато в чому визначають статичну міцність, жорсткість, ресурс і живучість не тільки крила але й взагалі літака. Лонжерони крила являють собою збірні тонкостінні балки регулярна частина яких складається з поясів і стінок, підкріплених стійками. До зон нерегулярностей належать зони з`єднань, вирізів й отворів, монолітних потовщень і підсилюючих накладок гампельних переходів та ін. Будівельна висота лонжеронів сучасних літаків знаходиться в діапазоні від 150 до 1200 мм. По вазі лонжерони складають від 25 до 50 % ваги крила, або 4-5% злітної ваги літака. Кількості у лонжеронів залежить від конструктивно-силової схеми і ступеня навантаженості крила. Розташовуються лонжерони на відстані: 15...25% від довжини хорди крила – передній і 60...70% – задній. Це розташування дозволяє більш рівномірно розподілити навантаження між лонжеронами. Крім переднього і заднього лонжеронів в конструкції кесона крила деяких літаків застосовуються додаткові проміжні лонжерони, розташовані між лонжеронами, які обмежують кесон. Розташування лонжеронів і, відповідно, ширина кесона зазвичай визначаються на етапі загального проектування при аеродинамічному компонуванні крила з урахуванням геометричних параметрів механізації передньої і задньої крайок крила, забезпечення потрібного об'єму паливних баків. Аналіз особливостей конструкції лонжеронів літаків показав, що основні силові елементи регулярної частини лонжеронів — пояси, стінки, підкріплюючі стійки — виконуються переважно з алюмінієвих сплавів, таких, як 1161Т, 1973Т2, 1163Т, 1933Т3. Нижні пояси (розтягнута зона) виготовляються зі сплавів 1161Т, 1163Т. Ці сплави мають меншу межу міцності при розтягнутості, але в той же самий час вони мають кращими усталостними характеристиками порівняно з матеріалами верхніх поясів 1973Т3 (стиснута зона). Пояси лонжеронів є геометрично складними елементами конструкції лонжерона зі змінними товщинами за розмахом. Їх виготовляють з пресованих профілів таврового або кутового перерізу механічним фрезеруванням. З’єднуються вони між собою в місцях перестиковки та стикування вузлів за допомогою заклепочних і болтових з`єднань. Стінки збірних лонжеронів виконуються з листового матеріалу (алюмінієвого сплаву 1163Т) механічним або хімічним фрезеруванням по контуру та товщині. Вони мають монолітні потовщення в зонах поздовжніх і поперечних стиків, вирізів і отворів, зонах приєднання підкріплюючих стійок, силових нервюр, приєднань вузлів навішування агрегатів і систем. Товщина стінки змінюється, як правило, в межах від 0,8 до 8 мм. В регулярній зоні товщина стінки змінюється від 1,2 до 3,5 мм. В зоні установки підкріплюючих стійок або кронштейнів залежно від їх призначення товщина стінки збільшена в 1,25...1,75 рази. Радіуси переходів знаходяться в межах від 3 до 5 мм, висота стінок – в проміжку від 0,9 до 0,95 висоти лонжеронів. Для забезпечення мінімуму ваги в стінці виконують утонення. Підкріплюючі стійки стінок лонжерона виготовлюються з пресованих профілів таврового або кутового перерізу, і допрацьовуються механічних фрезеруванням. В якості кріпильних елементів у сполуках збірних лонжеронів використовуються заклепки, болти та болт-заклепки. Вибір типу, нормалі та діаметру кріпильних елементів проводять з умов забезпечення заданої статичної міцності, втомної довговічності, живучості, герметичності. Для забезпечення довговічності і герметичності з'єднань застосовують високоресурсні заклепки з компенсатором. Для забезпечення більш рівномірного радіального натягу по висоті пакету, використовують клепку підвищеним тиском і клепку стержнями, а також постановку болтів з радіальним натягом до 1,2% діаметра болта. У разі застосування болтів крім рівномірного радіального натягу реалізується велика осьова стяжка пакета. Болтові з'єднання мають більш високі ресурсні характеристики, чим заклепувальні, проте вважаються менш технологічними. Застосовують анодирувані заклепки з алюмінієвих сплавів В65. Для виготовлення болтів використовуються сталь 30ХГСА, титановий сплав ВТ16, а також сплави 16ХСН, 14Х17Н2 і ін. Всі деталі конструкції лонжеронів, виконані з алюмінієвих сплавів, анодирують, поза зони паливних баків додатково покривають ґрунтом (грунт ФЛ-086-204 ТУ 16302-79, грунт ЄП-0214 ТУ 6-10-2141-88, грунт ХП-0206 ТУ 6-10-1934-89). Герметизацію з`єднань виконують поверхневої і внутрішньої при допомозі герметиків, гумових стрічок і прокладок спеціального профілю. Герметизацію сполук в лонжеронах, що входять в баки-кесони, виконують при допомозі герметиків У-30МЭС-5M, УТ-32НТ, ВИТЭФ-1НТ, ВГФ-2. Для внутрішньої герметизації болтових і заклепочних з`єднань в лонжеронах застосовуються герметики У-2-28НТ, УТ-32НТ, ущільнювальна стрічка У-20А. При виконанні складальних операцій клепку заклепок виконують на пресі, а у важкодоступних місцях - ручним багатовдарним інструментом у відповідності з інструкцією заводу-виробника. Постановку та затяжку болтів і гайок суворо регламентують. Полиці лонжерона виготовлені з профільованого дюралюмінію. Верхня і нижня полиці пов'язані між собою стінкою з дюралюмінію товщиною 2,5 мм. У стінці основного лонжерона є два окантованих вирізи для проходу каналів повітрозбірника. Вхідні канали повітрозбірника кріпляться гвинтами до передньої кореневої частини центроплану. На передній стінці основного лонжерона кріпляться сталеві вузли навішування основних стійок шасі. На торцях основного лонжерона розташовані по два вузли кріплення консолей крила. Передній допоміжний лонжерон виготовлений з листового дюралюмінію товщиною 1,6 мм. За допомогою болта він кріпиться до шпангоуту фюзеляжу. Задній допоміжний лонжерон виготовлений з листового дюралюмінію товщиною 2 мм. На торцях лонжерона розташовані дюралюмінієві фрезеровані вузли для з'єднання з допоміжним лонжероном консолі крила. Коренева частина лонжерона з'єднується зі шпангоутом фюзеляжу за допомогою заклепок і болтів. Стрингер виготовлений з пресованого дюралюмінієвого профілю, приклепаний по всій довжині до обшивки. Нервюри виготовлені з листового дюралюмінію. Середні частини нервюр кріпляться заклепками до основного і допоміжного лонжеронів за допомогою вертикальних жорсткостей, виготовлених з пресованих профілів. Посилені нервюри кріпляться до основного лонжерону крім заклепок додатковими сталевими лапками. Хвостовики нервюр, штамповані з листового матеріалу, своїми відбортівками кріпляться до заднього допоміжному лонжерону. Форма їх нижньої частини відповідає контуру закрилка. Обшивка виготовлена з дюралюмінію. Товщина верхньої і нижньої обшивки між лонжеронами - 2 мм, верхній обшивки за заднім допоміжним лонжероном - 1 мм. Дюралюмінієва обшивка товщиною 1 мм пов'язує каркас в жорстку конструкцію. Розділ 5.Описання технологічного процесу складання лонжеронного крила
Технологічний процес (ТПВ) — основа будь-якого виробництва. ТПВ це комплекс підготовчих робіт конструкторсько-технологічного характеру, які забезпечують здійснення технологічного процесу на всіх етапах виробництва. Державними стандартами встановлена єдина система організації та управління процесом ТПВ, які передбачають широке використання прогресивних типових технологічних процесів, стандартного технологічного обладнання та оснащення засобів механізації та автоматизації технологічних процесів. Технологічний процес виготовлення літака завершується складанням - монтажем його з агрегатів, вузлів і з`єднувальних деталей з подальшим регулюванням і випробовуванням. Він являє собою складний комплекс взаємодій обладнання та виконавців з перетворення вихідних матеріалів у літак. Із-за особливостей конструкції літальних апаратів і вимог, що до них пред'являються, авіаційне складальне виробництво значно відрізняється від складання інших виробів машинобудування. Головна відмінність - велика трудомісткість і специфічне складальне обладнання. Якщо в інших галузях машинобудування основну питому вагу в трудомісткості складає виготовлення деталей, а процеси складання вносять у загальну трудомісткість 10-20%, то у виробництві літальних 25апаратів вартість складальних процесів перевищує 50%. Основними факторами, що визначають специфіку складальних робіт, є: · Багатодетальність літального апарату. · Мала жорсткість елементів конструкції. Більшість деталей мають малу жорсткість і при складанні мимовільно можуть змінювати свою форму під дією ваги або технологічних зусиль, що виникають при виконанні з'єднань. У зв'язку з цим, для додання заданої форми об'єкту, який складається з нежорстких деталей потрібні пристосування, які задають форму. · Складність просторових форм. Практично відсутні прості поверхні (які властиві виробам більшості видів машинобудування) плоскість, циліндр, конус. Складання таких агрегатів пов`язане з великими проблемами точної ув`язки всіх деталей. · Великі розміри деяких летальних апаратів. · Наявність великої кількості рухливих частин, які змінюють форму летальних апаратів у польоті, на злеті та при посадці. В першу чергу це: органи управління і механізації, шасі та ін. · Високі вимоги до точності виготовлення ЛА. · Різноманітність матеріалів, які використовуються: металеві сплави великої номенклатури, композиційні матеріали, неметали та ін. · Різноманітність видів з`єднань: клепаних, болтових, зварних, паяних, клеєних і таке ін. Складні умови для виконання з`єднувальних швів - замкнутість об`єму агрегатів і відсутність двостороннього доступу. Високі вимоги до надійності швів, що з`єднують. · Мала серійність виробництва. Ця обставина обмежує використання дуже дорогих спеціальних засобів для складання (наприклад, складальних роботів, які використовуються в автомобілебудуванні). Доля ручної праці в виробництві ЛА порівняно з іншими машинобудівними галузями залишається високою. Процес складання є кінцевим етапом виготовлення ЛА має визначальне значення для всього виробництва. Складання організується за схемою паралельно-послідовних операцій. В схему складання вносять вказівки про порядок комплектування зібраного виробу деталями і вузлами, а також технічні вимоги на деталі та вузли, що визначають, в якому вигляді вони подаються на складання. Середньостатистичний літальний апарат складається на 70% з алюмінієвих та інших легких сплавів, на 20% з неметалів. При складальних роботах широко використовуються наступні операції: · обробка спряжених поверхонь; · обробка отворів під болти і заклепки; · зварювання; · правка при складанні (пружні деформації); · штампування гнізд під потаємні головки болтів і заклепок. Таким чином, для складання літальних апаратів потрібні оптимальні технологічні процеси складання складних виробів, необхідні трудомісткі обчислення, пов'язані з вибором схеми складання, з розрахунком точності складання, нормування трудомісткості і розрахунку технологічної собівартості збірки і т. п. Ефективність вирішення багатьох конструктивних і виробничих проблем багато в чому залежить від рівня технічного, технологічного та організаційного розвитку складальних виробництв. Цей рівень визначається, насамперед, тими методами складання, які закладаються при підготовці виробництва і використовуються в серійному виробництві нових виробів, зокрема авіаційної техніки. У літаків і інших летальних апаратів можна в якості основних агрегатів виділити: · планер; · органи приземлення (шасі); · двигуни; · системи керування, які обслуговують планер, двигуни та шасі; · механізми та агрегати, які забезпечують виконання спеціальних функцій; · спеціальне обладнання та засоби зв`язку. За конструкцією та в технологічному відношенні вказані агрегати значно відрізняються один від одного, тому виготовлення їх потребує спеціалізації виробництва. Планер літака складається з деталей, вузлів, панелей, відсіків і агрегатів (мал. 5.1). Деталлю називається елементарна частина виробу, виготовленого з цільного шматка матеріалу. Деталь є первинним елементом складання.
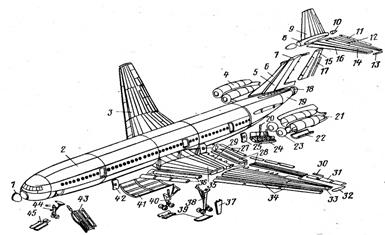
Мал. 5.1.Членування літака: 1 - обтічник антени; 2 – передня та задня частини фюзеляжу; 3 – крило; 4 – силова установка; 5 – кіль; 6, 16 – носок кіля та стабілізатора; 7,14,33,35 – кесони кіля, стабілізатора, ОЧК та центроплану; 8 – обтічник стабілізатора; 9 – стабілізатор; 10,18 – кок стабілізатора й фюзеляжу; 11, 17, 30 – тримери; 12 – руль висоти; 13, 32 – закінцівка стабілізатора й ОЧК; 15 – руль напряму; 19- хвостова частина фюзеляжу; 20 – гідропідйомник трапу; 21 – гондола двигуна; 22 – стулка гондоли; 23 – повітрозбірник двигуна; 24, 43 – трапи; 25, 26, 42 – двері; 27 – інтерцептор; 28 – закрилки; 29 – хвостова частина центроплану; 31 – елерон; 34,36 – носок і підкрилок ОЧК і центроплану; 37, 39, 45 – щитки шасі; 38, 40, 44 – шасі; 41 - підкесонна панель. Вузол - декілька з`єднаних між собою деталей каркаса: збірні лонжерони, шпангоути, нервюри і таке інше. Панель це з`єднання декількох деталей каркасу з обшивкою. Агрегат — закінчена в конструктивному та технологічному відношеннях частина планера, яка складається з панелей, вузлів і деталей. Агрегати це крила, фюзеляж, елерон, стабілізатор та ін. Відсік це частина агрегату. В складальних цехах літакобудівних заводів виконуються складальні та монтажні роботи. Об`єм складальних і монтажних робіт залежить від кількості деталей, які входять до конструкції планера та кількості механізмів, приладів та спеціальної апаратури, які встановлюється на планері. Технологія складальних робіт розроблюється з розрахунку властивостей матеріалів, з яких виготовляються деталі планера, та способів з`єднання деталей між собою. Необхідність членування планера літака на деталі, вузли, панелі, відсіки, 12 |
|

 Лонжерони являють собою поздовжні балки (мал. 3.1), що складаються з поясів і стінок. Їх частка в масі крила може доходити до 30-40%. Більша ж частина маси самого лонжерона припадає на його пояси, в яких при згині виникають найбільші нормальні напруги, так як їх матеріал найбільш віддалений від нейтральної осі.
Лонжерони являють собою поздовжні балки (мал. 3.1), що складаються з поясів і стінок. Їх частка в масі крила може доходити до 30-40%. Більша ж частина маси самого лонжерона припадає на його пояси, в яких при згині виникають найбільші нормальні напруги, так як їх матеріал найбільш віддалений від нейтральної осі.  Лонжерони балочного типу виконуються у вигляді складових або монолітних конструкцій ( мал. 3.2).
Лонжерони балочного типу виконуються у вигляді складових або монолітних конструкцій ( мал. 3.2).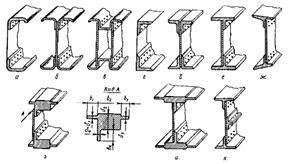
 Мал.3.4.Конструктивно-силові схеми крил: І– лонжеронні; П- кесонні; Ш– моноблочні; а,б – з одним лонжероном; в– без поздовжніх стінок; г, д – з двома лонжеронами;е –з двома поздовжніми стінками;ж,з – з трьома лонжеронами (і більше); и –з трьома поздовжніми стінками (і більше); 1-лонжерони;2 –поздовжні стінки; 3 –стрингери; 4 – обшивка
Мал.3.4.Конструктивно-силові схеми крил: І– лонжеронні; П- кесонні; Ш– моноблочні; а,б – з одним лонжероном; в– без поздовжніх стінок; г, д – з двома лонжеронами;е –з двома поздовжніми стінками;ж,з – з трьома лонжеронами (і більше); и –з трьома поздовжніми стінками (і більше); 1-лонжерони;2 –поздовжні стінки; 3 –стрингери; 4 – обшивка Мал. 3.5.Центроплан:1 - основний лонжерон; 2 - передній допоміжний лонжерон; 3 - задній допоміжний лонжерон; 4, 5 - стрингери; 6, 7 - вузли кріплення консолі до центроплану; 8 - підшипник управління щитками-закрилками: 9, 10 - напрямні на нервюрах 1«а» і 8«б» кареток щитків-закрилків; 11 - стінка; 12 - вузол кріплення циліндра щитків-закрилків; 13 - балка вузла кріплення циліндра щитків шасі; 14 - повітрозбірник; 15 - обтічник; 16 - вузол кріплення переднього допоміжного лонжерона; 17 - стикова (щілинна) стрічка
Мал. 3.5.Центроплан:1 - основний лонжерон; 2 - передній допоміжний лонжерон; 3 - задній допоміжний лонжерон; 4, 5 - стрингери; 6, 7 - вузли кріплення консолі до центроплану; 8 - підшипник управління щитками-закрилками: 9, 10 - напрямні на нервюрах 1«а» і 8«б» кареток щитків-закрилків; 11 - стінка; 12 - вузол кріплення циліндра щитків-закрилків; 13 - балка вузла кріплення циліндра щитків шасі; 14 - повітрозбірник; 15 - обтічник; 16 - вузол кріплення переднього допоміжного лонжерона; 17 - стикова (щілинна) стрічка Мал. 3.6. Закрилок внутрішній:1 - лонжерон; 2, 3 - торцеві нервюри; 4 - носок нервюри; 5, 11 - обшивка; 6 - болти кріплення каретки; 7 - каретка; 8 - направляючі ролики; 9 - хвостовики нервюр; 10 - обтічник; 12 - стрингер; 13 - направляючий штир
Мал. 3.6. Закрилок внутрішній:1 - лонжерон; 2, 3 - торцеві нервюри; 4 - носок нервюри; 5, 11 - обшивка; 6 - болти кріплення каретки; 7 - каретка; 8 - направляючі ролики; 9 - хвостовики нервюр; 10 - обтічник; 12 - стрингер; 13 - направляючий штир Мал. 3.7. Консоль крила:1 - передній лонжерон; 2 – основний лонжерон; 3 - задній допоміжний лонжерон; 4, 5, 6 - нервюри; 7 - оглядовий лючок; 8 - стрингер; 9 - турбулізатор потоку; 10 – хвостові частини нервюр; 11, 12 - вузли підвіски елерона; 13 - закінцівки крила; 14 - вузол підвіски
Мал. 3.7. Консоль крила:1 - передній лонжерон; 2 – основний лонжерон; 3 - задній допоміжний лонжерон; 4, 5, 6 - нервюри; 7 - оглядовий лючок; 8 - стрингер; 9 - турбулізатор потоку; 10 – хвостові частини нервюр; 11, 12 - вузли підвіски елерона; 13 - закінцівки крила; 14 - вузол підвіски Обшивка товщиною 1 мм пов'язує каркас в жорстку конструкцію. На задній кромці лівого елерона встановлений некерований компенсатор. Елерон має аеродинамічну компенсацію.
Обшивка товщиною 1 мм пов'язує каркас в жорстку конструкцію. На задній кромці лівого елерона встановлений некерований компенсатор. Елерон має аеродинамічну компенсацію. 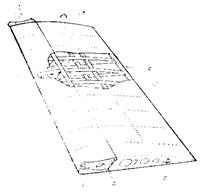
 Мал.3.10.Конструкція дволожеронного крила: 1 - передній лонжерон; 2 - кришка люка заправної горловини паливного бака; 3 - кришка люка підходу до датчика ІД-3; 4 - контурна нервюра; 5- швартувальний вузол; 6 – закінцівка; 7- аеронавігаційний вогонь; 8 – распорна нервюра; 9 – кінцевий вузол навіски елерона; 10 – стрічкова розчалка; 11 – середній вузол навіски елерона; 12 – люк підходу до середнього вузла навіски елерона; 13 – обшивка;14–задній стикувальний вузол;
Мал.3.10.Конструкція дволожеронного крила: 1 - передній лонжерон; 2 - кришка люка заправної горловини паливного бака; 3 - кришка люка підходу до датчика ІД-3; 4 - контурна нервюра; 5- швартувальний вузол; 6 – закінцівка; 7- аеронавігаційний вогонь; 8 – распорна нервюра; 9 – кінцевий вузол навіски елерона; 10 – стрічкова розчалка; 11 – середній вузол навіски елерона; 12 – люк підходу до середнього вузла навіски елерона; 13 – обшивка;14–задній стикувальний вузол;