Обратная связь
|
Разработка технологических операций обработки детали Технологический процесс обработки вал разрабатываем согласно чертежу детали и вида производства. При серийном производстве используются универсальные станки, оснащенные как специальными, так и универсальными и универсально – сборочными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия.
На основании маршрута обработки детали и выбранных средств технологического оснащения составляем технологические операции. Записываем в таблицу 4.
Таблица 4
| № операции
| Наименование операции.
Краткое содержание.
| Наименование
оборудования
| Технологическая база
| |
| Отрезная.
| Отрезной круглопильный автомат 8А631
|
| |
| Фрезерно-центровальная.
1)Фрезеровать торец 1,3 – начисто
2)Сверлить отв. 2,4 (  3,15). 3,15).
| Фрезерно-центроваль-ный полуавтомат
2Г942.04
| ТБ – поверхность 5.
| |
| Токарная.
1)Проточить поверхность 5 – начисто.
2)проточить поверхность 6 – начерно.
3)Подрезать торец 7 – начерно.
Переустановить.
4)Прочитать поверхность 8 и 9 – начисто.
| Токарно-винторезный станок 16Б16Т1
| ТБ – торец 1, центра.
ТБ – торец 3, центра.
| |
| Токарная
1)Прочитать поверхность 6 – начерно.
2)Подрезать торец 7 – начерно.
3)Проточить фаску 10 – начисто.
4)Прочитать фаску 11 – начисто.
5)Прорезать канавку 12 – начисто.
| Токарно-винторезный станок 16Б16Т1
| ТБ – торец 1, центра.
| |
| Токарная
1)Сверлить отв. 13 – начерно.
2)Расточить отв. 13 и сферу 14 – начерно
3)Проточить фаску 15 – начисто.
|
| ТБ– пов-ть 6, торец 3
| |
| Вертикально-фрезерная
Фрезеровать пазы 16 и 17 – начерно.
| Вертикально-фрезерный станок 6520Ф3
| ТБ– пов-ть 6, торец 3
| |
| Вертикально-сверлильная
1)сверлить отв. 19 – начерно.
2)Зенкеровать отв. 19 – нечерно.
| Вертикально-сверлильный станок 2Н118
| ТБ – пов-ть 6, паз 16 и торец 7.
| |
| Вертикально-сверлильная
Сверлить отв. 18 – начисто.
| Вертикально-сверлильный станок 2Н118
| ТБ – пов-ть 6, паз 16 и торец 3.
|
|
| Термическая
Закалить объемно на 37…42 HRC.
| Печь газовая. Ванна для закалки. Печь для отпуска
|
| |
| Вертикально-фрезерная
Шлифовать пазы 16 и 17 – начисто.
| Вертикально-фрезерный станок 6520Ф3
| ТБ – пов-ть 6, отв.18 и торец 3.
| |
| Вертикально-фрезерная
Шлифовать отв. 19 – начисто.
| Вертикально-фрезерный станок 6520Ф3
| ТБ – пов-ть 6, паз 16 и торец 7.
| |
| Круглошлифовальная.
Шлифовать пов-ть 6 и торец 7 – начисто.
| Круглошлифовальный станок 3А110В
| ТБ – торей 1, центра.
| |
| Круглошлифовальная.
Шлифовать отв. 13 и сферу 14 – начисто.
| Круглошлифовальный станок 3А110В
| ТБ–пов-ть 6, торец 3.
| |
| Контрольная
| Контрольный стол
|
|
Технологические расчеты
Расчет припусков
При проектировании технологических процессов механической обработки заготовок необходимо установить оптимальные припуски, которые обеспечили бы заданную точность и качество обрабатываемой поверхности, и экономию материальных ресурсов.
1)Расчет припусков и предельных размеров по технологическим переходам на обработку наружной поверхности «валика заднего»  32h14 (-0,62). Исходные данные и результаты расчетов заносим в таблицу 5. 32h14 (-0,62). Исходные данные и результаты расчетов заносим в таблицу 5.
Таблица 5
| Технологичекие переходы обработки поверхности
| Элементы припуска, мкм
| Расчетный припуск 2z min,, мкм
| Расчетный размер dр, мм
| Допуск Т, мм
| Предельный размер, мм.
| Предельные значения припусков,мм
| |
Rz
|
h
|
ρ
|
ξ
|
dmin
|
dmax
|
2zmin
|
2zmax
| | Заготовка прокат
|
|
|
|
| -
| 32,248
| 1,1
| 32,248
| 33,348
| -
| -
| | Черновое точение
|
|
|
|
| 2х434
| 31,380
| 0,62
| 31,380
| 32,000
| 0,868
| 1,348
| | Итого
|
|
|
|
|
|
|
|
|
| 0,868
| 1,348
|
Значения шероховатости Rz и h берем из [2], стр.63-64, табл.4.3, 4.5.
Расчет суммарного отклонения:
 = =  ; ;  , стр. 67, табл. 4.7. , стр. 67, табл. 4.7.
 - смещение оси заготовки в горизонтальной плоскости. - смещение оси заготовки в горизонтальной плоскости.
Для данной детали = ∆k  l = 0,5 l = 0,5  67 = 34 мкм 67 = 34 мкм
Погрешность зацентровки не оказывает влияние на наружный диаметр.  = 0 , стр.72 = 0 , стр.72
=  = 34 мкм; = 34 мкм;
 = =  = 0,06 34 = 2 мкм; = 0,06 34 = 2 мкм;
 коэффициент уточнения формы для чернового точении коэффициент уточнения формы для чернового точении  = 0,06 , стр.72. = 0,06 , стр.72.
Погрешность установки ξ принимаем равной 0, поскольку она учтена настройкой станка.
Расчет минимальных значений припусков производим, пользуясь основной формулой
 = 2( = 2(  + +  + +  ) , стр. 62, табл. 4.2. ) , стр. 62, табл. 4.2.
Минимальный припуск при черновом точении:
 = 2(150 + 250 + = 2(150 + 250 +  ) = 2 434 . ) = 2 434 .
Графа «расчетный размер  » заполняется, начиная с конечного (чертежного) размера путем последовательного прибавления расчетного минимального припуска каждого технологического перехода. » заполняется, начиная с конечного (чертежного) размера путем последовательного прибавления расчетного минимального припуска каждого технологического перехода.
 = 32,0 – 0,620 = 31,380 мм; = 32,0 – 0,620 = 31,380 мм;
 = 31,380 + 2 0,434 = 32,248 мм. = 31,380 + 2 0,434 = 32,248 мм.
В графу «Допуск» записываем значения допусков Т на заготовку, на чертежный размер детали и на промежуточные размеры в соответствии с квалитетами, получаемыми на технологических переходах.
Записываем значения допусков на каждый технологический переход и заготовку.
Рассчитываем максимальные размеры:
 = 32.248 + 1.1 = 33.348 мм; = 32.248 + 1.1 = 33.348 мм;
 = 31,380 + 0,620 = 32,000 мм. = 31,380 + 0,620 = 32,000 мм.
Определяем предельные значения припусков:
 = =  - -  ; ;
 = 32,248 – 31,380 = 0,868 мм = 32,248 – 31,380 = 0,868 мм
 = =  - -  ; ;
 = 33,348-32,000 = 1,348 мм = 33,348-32,000 = 1,348 мм
Рассчитаем общие припуски:  и и 
= 0.868 мм = 1,348 мм
Производим проверку правильности расчетов:
- = 1,348 – 0,868 = 0,48 мм =  - -  = 1,1 – 0,62 = 0,48 мм – Верно = 1,1 – 0,62 = 0,48 мм – Верно
Схема графического расположения припусков и допусков на обработку наружной поверхности вала Ø32h14(_0.62) приведена на рисунке 2.
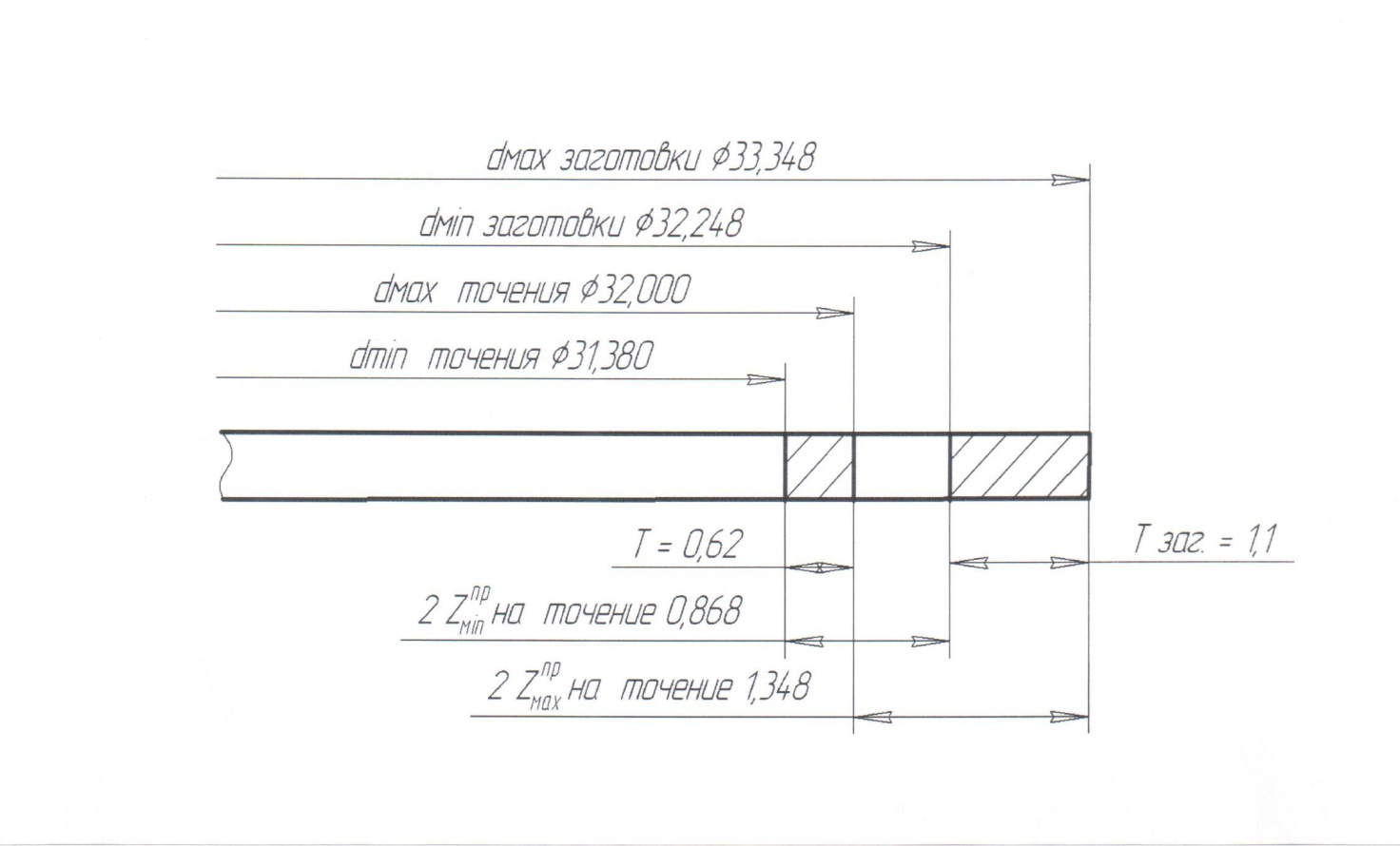 Рис.2. Схема графического расположения припусков и допусков на обработку наружной поверхности вала Ø32h14(_0.62). Рис.2. Схема графического расположения припусков и допусков на обработку наружной поверхности вала Ø32h14(_0.62).
2) Опытно – статистический метод расчета припусков. Припуски на остальные обрабатываемые поверхности детали определяем на основании чертежа вала и размеров заготовки, а так же по методике [5]. Припуск на шлифование поверхностей после закалки 0,25 мм на сторону [5], стр. 187. Результаты заносим в таблицу 6.
Таблица 6
| Поверхность
| Размер, мм.
| Припуск, мм
| |
|
| 2,0
| |
| Ø3,15
| -
| |
|
| 2,0
| |
| Ø3,15
| -
| |
| Ø32
| 0,5
| |
| Ø16
| 8,2+0,25 шлиф
| |
|
| 0,3 шлиф
| |
| Ø25
| 4,0
| |
| фаска 30 
| -
| | 10, 11
| фаска 1х45
| -
| |
| Ø15
| -
| | 13, 14
| Ø16
| 0,25 шлиф
| |
| фаска 30
| -
| | 16, 17
|
| 0,25 шлиф
| |
| Ø8
| -
| |
| Ø6,15
| 0,25 шлиф
|
Расчет режимов резания
Режимы резания оказывают влияние на точность и качество обработанной поверхности, производительность и себестоимость обработки.
1). Рассчитаем режимы резания для черновой токарной обработки наружной цилиндрической поверхности Ø32h14(_0.62).
Определим глубину резания t (мм).
Максимальная величина глубины резания t = 1,3 мм [5], стр. 185, табл.27.
Фактическая глубина резания:
t =  = =  = 0,5 мм. = 0,5 мм.
Принимаем подачу: S = 0,4 мм / об ( от 0,4 до 0,5 мм / об ) [9], стр. 266.
Рассчитаем скорость резания  ( м/ мин): ( м/ мин):
=  [9], стр. 265; [9], стр. 265;
 = 350 – коэффициент, учитывающий условия резания; = 350 – коэффициент, учитывающий условия резания;
х = 0,15; у = 0,35; m = 0,20 – показатели степени; [9], стр. 2269, табл.17.
Т = 100 мин ( от 90 до 120 мин) – период стойкости резца;
 – корректирующий коэффициент. – корректирующий коэффициент.
=  ; ;
 – коэффициент, учитывающий влияние материала заготовки; – коэффициент, учитывающий влияние материала заготовки;
 - коэффициент, учитывающий состояние поверхности заготовки; - коэффициент, учитывающий состояние поверхности заготовки;
 - коэффициент, учитывающий материал режущей части резца; - коэффициент, учитывающий материал режущей части резца;
 - коэффициент, учитывающий величину радиуса при вершине резца = 1,0. - коэффициент, учитывающий величину радиуса при вершине резца = 1,0.
=  = 0,8 = 0,8   = 0,8, = 0,8,
 - предел прочности для стали 40ХГНМ, = 750 МПа ; - предел прочности для стали 40ХГНМ, = 750 МПа ;
nv = 1;  = 0,8 [9], стр. 262, табл. 2. = 0,8 [9], стр. 262, табл. 2.
= 0,9 [9], стр. 263, табл. 5.
= 0,65 [9], стр. 263, табл. 6.
= 0,8 0,9 0,65 = 0,47
=  0.47 = 100,0 м/мин 0.47 = 100,0 м/мин
Для проверки возможности реализации Vp на выбранном станке определяется расчетная частота вращения шпинделя  : :
= 
 = 33 мм, - диаметр заготовки до обработки; = 33 мм, - диаметр заготовки до обработки;
=  = 966,0 об/мин = 966,0 об/мин
По стандартному ряду чисел вращения шпинделя принимаем  = 800 об/мин. = 800 об/мин.
По принятому значению определяется фактическая скорость резания:
 = =  = =  = 82,9 м /мин . = 82,9 м /мин .
Определяем силу резания Р (Н), Определяем Рz
 =10 =10  ; [9], стр. 273, ; [9], стр. 273,
 = 300; х = 1,0; у = 0,75; n = - 0,15 [9], стр. 273, табл.22, = 300; х = 1,0; у = 0,75; n = - 0,15 [9], стр. 273, табл.22,
 - поправочный коэффициент; - поправочный коэффициент;
=  ; ;
 = =  = =  = 1,0. = 1,0.
Поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания:
 = 1,0; = 1,0;  = 1,0; = 1,0;  = 1,0; [9], стр. 275, табл.23. = 1,0; [9], стр. 275, табл.23.
= 1,0 1,0 1,0 1,0 = 1,0
= 10 300  = 388,9 Н = 388,9 Н
Рассчитаем эффективную мощность резания:
 = =  = =  = 0,53 кВт = 0,53 кВт
Потребная мощность:  = =  ; кВт ; кВт  = 0,75 = 0,75
=  = 0,75 кВт. = 0,75 кВт.
Коэффициент использования по мощности: K =  , ,
где: мощность станка 16Б16Т1  = 7,1 кВт = 7,1 кВт
K =  = 0.1. = 0.1.
Вывод: расчетная мощность меньше мощности станка, значит режимы резания подобраны верно.
2). Рассчитаем режимы резания на вертикально-сверлильную операцию (операция 040), на сверление отверстия Ø8,0 мм.
Глубина резания: t =  = =  = 4,0 мм; длина сверления L = 4,5 мм. = 4,0 мм; длина сверления L = 4,5 мм.
Подача: S = 0,20 – 0,25 мм / об [6], стр. 277, табл. 25. Принимаем из стандартного ряда подачу S = 0,2 мм / об.
Скорость резания:
V =   ;[6]стр. 276, ;[6]стр. 276,
 = 7,0; q = 0.4; у=0,7; m =0,2 [6], стр.278, табл.28. = 7,0; q = 0.4; у=0,7; m =0,2 [6], стр.278, табл.28.
Т = 25 мм [6], стр.279, табл.30.
 = =  = 0,8 = 0,8  = 0,8; = 0,8;
 – предел прочности для стали 40ХГНМ, = 750 МПа; – предел прочности для стали 40ХГНМ, = 750 МПа;
nv = 0,9 ( для сверл из стали Р6М5); Кт = 0,8 [9], стр. 262, табл.2.
Кuv = 1;  = 1. = 1.
Общий поправочный коэффициент:
=  = 0,8 1 = 0,8 1  1 = 0,8. 1 = 0,8.
V =   = 15,1 м / мин. = 15,1 м / мин.
Для проверки возможности реализации Vp на выбранным станке определяется расчетная частота вращения шпинделя  : :
n =  = =  = 601,1 об / мин. = 601,1 об / мин.
По паспорту принимаем n = 500 об / мин.
Фактическая скорость резания:
Vф = 12,6 м / мин.
Рассчитаем крутящий момент:
 = =  = 6,1 Нм = 6,1 Нм
См = 0,0345; q = 2,0; у = 0,8 [6], стр. 281, табл.32.
 = = = 1,0. = = = 1,0.
Рассчитываем мощность резания:
=  = =  = 0,31 кВт = 0,31 кВт
Потребная мощность резания:
= =  = 0,36 кВт = 0,36 кВт
где:  - КПД станка - КПД станка  = 0,85 = 0,85
Коэффициент использования по мощности:  = =  = 0,24 кВт = 0,24 кВт
Мощность станка Nст = 1,5 кВт.
3)Табличный метод расчетов режимов резания. Режимы резания рассчитываем по методике [10] и записываем в таблицу 7.
Таблица 7
|
|