|
|
Примеры применения количественных методов выработки решенийСтанковая задача Современные методы управления тесно связаны с количественными обоснованиями принимаемых решений, с широким использованием экономико-математических методов и моделей управления производством. Представим себе, например, группу из трех станков, каждый из которых может производить два типа деталей, назовем их условно деталями А и Б. Производительность каждого из станков по разным типам деталей, как правило, различна: станок № 1 производит в одну минуту 5 деталей А или 5 деталей Б, станок № 2 производит в одну минуту 6 деталей А или 2 детали Б, станок № 3 производит в одну минуту 5 деталей А или 3 детали Б. Задача осложняется тем, что требуется выполнить два важных условия или, как говорят в математике, учесть два ограничения: – ни один из станков не должен простаивать; – продукция должна быть комплектна, т. е. количество произведенных деталей А должно равняться количеству деталей Б (это, например, могут быть гайки и болты). Несмотря на кажущуюся простоту задачи, ни одним из существовавших ранее методов она не решалась. Попробуем и мы, опуская некоторые несущественные подробности, решить столь поучительную задачу. Прежде всего, попытаемся, как, наверное, сделали и те, кто впервые столкнулся с этой задачей, получить ее глазомерное решение. Все расчеты будем производить исходя из общей продолжительности времени работы в 6 часов = 360 минут (одна смена). Попробуем на все это время загрузить станок № 1 деталями А. Станки № 2 и № 3 также загрузим на все время работы, но деталями Б. Результат такого глазомерного решения изобразим следующим образом: слева от вертикальной черты покажем время загрузки станков по различным деталям, а справа – соответствующее количество произведенной продукции (произведение времени работы на минутную производительность). Итак, глазомерное решение см. в табл. 7.2.
Таблица 7.2
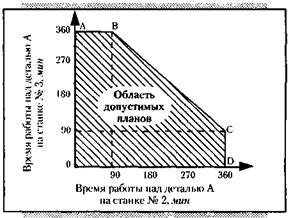
Глазомерное решение полностью отвечает поставленным условиям: во-первых, все станки полностью загружены в течение рабочего времени; во-вторых, количество произведенных деталей А равно количеству деталей Б. Остается, однако, открытым главный вопрос планирования: является ли наше глазомерное решение наилучшим в данных условиях? Нельзя ли составить другой план распределения станков, который отличался бы от глазомерного наибольшей производительностью? Обоснованием такого оптимального решения занимается математическое программирование. Суть метода удобнее всего выразить с помощью наглядного геометрического представления, графика (рис. 7.3). Здесь показан построенный по правилам математического программирования многоугольник OABCD (он заштрихован). Многоугольник соответствует условиям нашей задачи и представляет собой область допустимых планов распределения времени работы станков № 2 и № 3 над деталью А. По соответствующим осям графика отмечена продолжительность работы этих станков. (В своих расчетах мы вполне можем обойтись двумя станками и одной деталью, так как по этим данным нетрудно рассчитать и все остальные.)
Рис. 7.3.График решения станковой задачи
Любая точка заштрихованной области допустимых планов, как видно из ее названия, даст нам какой-либо один возможный план, отвечающий обоим принятым условиям – ограничениям. Так, например, точка О соответствует нашему глазомерному плану: время работы над деталью А на станках № 2 и № 3 равно нулю. В поисках наилучшего плана посмотрим, какой план распределения станков дает другие точки области. Вот, скажем, точка В. Как видно из графика, этой точке соответствует время работы над деталью А станка № 2, равное 90 минутам, станка № 3 – 360 минутам. По этим данным нетрудно составить второй план распределения станков, причем время, отводимое на производство детали Б станками № 2 и № 3, получится как дополнение до 360 минут времени, снятого с графика,– станки не должны простаивать. Что касается станка № 1, то его время работы подбирается таким, чтобы общее количество деталей А и Б совпадало. Второе решение, следовательно, будет выглядеть так (табл. 7.3).
Таблица 7.3
Вот так результат! Мы сразу же, можно сказать бесплатно, на том же оборудовании увеличили производительность на 1080 деталей, т. е. на целых 30 %. Нас, однако, продолжает мучить законный вопрос – добились ли мы уже самого лучшего, оптимального решения, или нет? Стоит ли дальше пытаться улучшить план? В теории математического программирования убедительно показывается, что оптимальному решению соответствует одна из вершин многоугольника допустимых планов, а именно та, для которой общая производительность окажется максимальной. В нашем случае это вершина С. Действительно, рассчитывая известным уже нам путем план распределения станков для этой точки, получим следующее решение (табл. 7.4).
Таблица 7.4
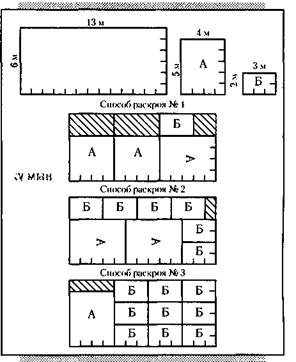
Мы получили план почти наполовину (на 45 %) лучше, чем глазомерный. И этот существенный прирост, подобно и предыдущему улучшению, ничего (если не считать умственных усилий на планирование) не стоит. Никакого дополнительного расхода каких-либо ресурсов не потребовалось. Те же станки, те же детали, те же станочники работают то же время. Не меняются и производительности станков. Эффект здесь чисто интеллектуальный, «умственный», – за счет рационального распределения ресурсов оборудования (кстати, латинское слово «рационалист» означает «разумный»). Умное, обоснованное решение сделало чудо, в которое даже трудно поверить. Подобный «чудесный» результат, как мы уже понимаем, характерен для всех решений, принимаемых с помощью научных методов. Может возникнуть, правда, вопрос: а нельзя ли обойтись в подобных задачах без какого-либо специального математического аппарата, идя путем простого перебора всех возможных вариантов решения? Этот соблазн следует тут же отмести. Расчет показывает, что перебор всех возможных вариантов решений подобных задач не под силу даже самому большому коллективу вычислителей. Уместно отметить еще несколько интересных моментов, связанных с решением данной задачи. Полученный нами оптимальный план – это не просто правильный, допустимый план распределения оборудования, по которому можно работать, – такими были и оба предыдущих. Они обеспечивали как беспростойность оборудования, так и комплектность продукции. Оптимальный план помимо того, что он должен отвечать этим требованиям, должен быть еще обязательно самым эффективным. В данном случае это означает требование максимума деталей. Действительно, как уже отмечалось, оптимизация обязательно должна предусматривать обращение одного из показателей в максимум (или минимум). Но только одного показателя. Нельзя вести оптимизацию по нескольким показателям одновременно. Между тем мы часто слышим: «максимум продукции при минимуме издержек». А правильно будет: «максимум продукции при данном уровне издержек» или «минимум издержек при данном уровне продукции». И еще один важный вывод, к которому подводит станковая задача: оптимизация возможна лишь по верхнему уровню управления, для всей производственной системы в целом. В данном случае это означает, что мы получили оптимальный план лишь для всех трех станков вместе. А для каждого в отдельности? Тут оптимальности может и не быть. В нашей задаче оптимальный план явно не понравится станочнику, работающему на станке № 3: при большей производительности – 5 деталей в минуту – план предлагает ему работать всего 90 минут, а при меньшей – 3 детали в минуту – целых 270 минут. Но тут уже ничего не поделаешь: чтобы получить оптимальный, сбалансированный план предприятия, кому-то на нижнем уровне приходится работать в неоптимальном режиме. И значительно дешевле компенсировать издержки «внизу», чем лишиться огромного эффекта оптимизации работы целого предприятия. Несколько слов о существе решения станковой задачи. Идея математического программирования заключается в том, чтобы вместо сплошного (иногда говорят – слепого или дурного) перебора всех возможных вариантов вести перебор выборочный, направленный на скорейшее последовательное улучшение результата. Поэтому в нашей задаче мы и рассматривали не все точки области допустимых планов (их бесчисленное множество), а только вершины многоугольника, одна из которых и дала нам наилучшее решение. Методы математического программирования находят широкое применение для обоснования оптимальных решений в самых различных областях человеческой деятельности: при планировании перевозок и в торговле, для правильной организации труда, в управлении городским транспортом и строительством. Рассмотрим, как вырабатываются правила решения еще одной важной производственной задачи. Резервы раскроя Изготовление многих видов современной промышленной продукции начинается с раскроя материала. Выкраивают не только одежду и обувь, но и детали корпуса корабля, кузова автомобиля, фюзеляжа самолета. Раскраивают ткани и кожу, бумагу и стекло, металл и пластмассу. Кроить можно по-разному... Перед нами листы дефицитного материала размером 6 х 13 метров (рис. 7.4). Из каждого такого листа необходимо выкроить по несколько заготовок двух видов: заготовки А – размером 5x4 метра и заготовки Б – размером 2x3 метра. Задача заключается в том, чтобы получить как можно больше заготовок обоих видов с наименьшим количеством отходов. Кроме того, как и в задаче со станками, необходимо обеспечить комплектность заготовок: на 1 заготовку А должно приходиться 5 заготовок Б. Как вести раскрой? Какое решение принять?
Рис. 7.4.Способы раскроя материала
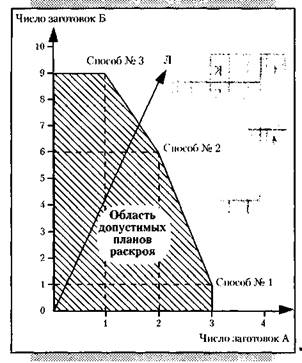
Прежде всего, нужно установить все возможные способы раскроя наших листов по требуемым заготовкам. Начнем с того, что постараемся получить с одного листа как можно больше заготовок А – они крупнее, чем Б, и для них труднее подыскать место на листе. Оказывается, однако, что более трех заготовок А с листа выкроить невозможно. Исходя из этого предусмотрим способы раскроя для получения трех, двух и одной заготовки А и наибольшего возможного количества заготовок Б с листа. Каждому способу дадим номер: способ № 1:3 заготовки А и 1 заготовка Б; способ № 2: 2 заготовки А и 6 заготовок Б; способ № 3: 1 заготовка А и 9 заготовок Б. Заметим, что при всех способах раскроя часть площади листа остается неиспользованной и идет в отходы. На рис. 7.4 эта площадь заштрихована. Для составления оптимального плана раскроя материала построим график, подобный тому, который мы рисовали в задаче со станками. На рис. 7.5 по оси X отложено количество заготовок А, а по оси Y – число заготовок Б. При этом каждому способу раскроя соответствует своя точка на графике. Так, точка «способ № 2» стоит на пересечении двух заготовок А и шести заготовок Б. Точки – способы раскроя – указывают границы области допустимых планов.
Рис. 7.5.График раскроя материала
Для того чтобы обеспечить комплектность заготовок, необходимо ограничиваться лишь теми точками области допустимых планов, которые лежат на луче ОЛ. Он построен таким образом, что все его точки соответствуют требуемому отношению заготовок А и Б:
Какой же план раскроя наиболее рационален? Очевидно, тот, которому соответствует точка, наиболее отдаленная от начала координат, – ведь при этом число заготовок будет наибольшим. Этот план дает точка, лежащая на пересечении луча ОЛ с границей области допустимых планов – линией, соединяющей способы № 2 и № 3. Она находится как раз посередине между упомянутыми способами. Итак, оптимальный план раскроя заключается в том, что половина листов кроится способом № 2, а половина – способом № 3. Проверим теперь наш оптимальный план на партии в 200 листов. Половину – 100 листов раскроим по способу № 2 и получим 100 х 2 = 200 заготовок Б. Всего же получилось 300 заготовок А и 1500 заготовок Б – комплектность 1 к 5 соблюдена. А чем этот план лучше других? На этот вопрос ответят следующие любопытные цифры. Предположим, что тот, кто ведет раскрой, не знает современных методов обоснования решений и действует без расчета, «на глазок». Не исключено, что он станет раскраивать наши 200 листов способами № 1 и № 3. Для того чтобы иметь возможность сравнивать глазомерный план с оптимальным, примем, что способом № 1 раскраивалось 50, а способом № 3–15 листов. Вот что при этом получается. 50 листов, раскроенные по способу № 1, дают: 50 х 3 = 150 заготовок А и 50 х 1 = 50 заготовок Б; 150 листов, раскроенных по способу № 3, дают: 150 х 1 = 150 заготовок А и 150 х 9 = 1350 заготовок Б. Всего получается 300 заготовок А и 1400 заготовок Б. А куда же исчезло 100 заготовок Б? Ведь при оптимальном раскрое их было 1500. Их «съел» плохой план. Все они ушли в отходы. Дефицитный материал остался неиспользованным. Таким образом, рациональный раскрой даже в такой скромной задаче, как наша,– разрезается всего 200 листов – экономит 600 квадратных метров дефицитного материала: 100 заготовок Б х 2 метра х 3 метра = 600 квадратных метров. Еще одной важной областью выработки решений производственных задач является составление всевозможных расписаний. С помощью расписаний определяется порядок действий персонала предприятий, устанавливается последовательность выполнения операций обработки материалов и сборки сложных изделий, назначается очередность при распределении различных материальных благ и т. д. Как же строятся наилучшие расписания? Управление очередями Простейшее решение по составлению расписаний имеет так называемая задача директора. Сущность этой задачи заключается в следующем. На прием к директору записалось несколько посетителей. Секретарь директора составил список в алфавитном порядке, указав для каждого требующуюся ему ориентировочную продолжительность приема. Фамилии записавшихся обозначены в списке их заглавными буквами (табл. 7.5). На весь прием директор, как видно из таблицы, отвел 2 часа =120 минут, поэтому пришлось ограничиваться всего шестью посетителями. Является ли составленное расписание наилучшим?
Таблица 7.5
С точки зрения общей продолжительности приема любая очередность посетителей равнозначна: суммарное время приема не меняется при любой его последовательности. А с точки зрения ожидания в очереди? Подсчитаем общее время ожидания как сумму времени ожидания всех посетителей. В нашем алфавитном списке оно составляет 260 минут = 4 часа 20 минут. Понятно, что это время желательно было бы уменьшить: ведь время ожидания – зря потраченное время. Но вот можно ли это сделать? Приведет ли расписание с другой последовательностью приема к экономии общего времени ожидания при сохранении намеченного суммарного времени приема? Оказывается, получение такого расписания возможно. В одном из методов исследования операций – так называемой теории расписаний – доказывается, что наименьшее суммарное время ожидания получается при составлении расписания в порядке нарастания продолжительности приема. Составим такое расписание (табл. 7.6). Таблица 7.6
Полученное оптимальное расписание позволяет уменьшить суммарное время ожидания на 1 час 10 минут. Это значительное сэкономленное время можно использовать на полезные дела. Задача директора находит применение не только в приемной руководителя. Ведь таким же образом можно составить и расписание очередности работы станка или другого оборудования над различными деталями. Продолжительность обработки при этом бывает различной, и нужно составить расписание таким образом, чтобы суммарное время обработки оказалось наименьшим. Это, как мы видели, дает существенный временной, а значит, и экономический эффект. Задачу директора иногда называют задачей одного станка. Ее дальнейшим развитием является задача двух станков. В чем ее суть? Детали обрабатываются последовательно на двух станках. В табл. 7.7 показана продолжительность этой обработки для каждой из 10 деталей на двух станках. Нумерация деталей и последовательность их обработки взяты при этом произвольно.
Таблица 7.7
Расчет показывает, что суммарное время обработки всех деталей составляет 118 минут. Кроме того, существует время ожидания обработки первой поданной детали на станке № 2, равное 7 минутам, и время ожидания, пока освободится станок № 2 для обработки детали № 5, равное 11 минутам. Итого – обработка всех деталей на двух станках с учетом времени ожидания продолжается 136 минут. В теории расписаний доказывается, что в задаче двух станков для обеспечения оптимальной последовательности обработки с наименьшим временем ожидания необходимо составлять расписание, руководствуясь следующими правилами: 1) выбирается деталь с наименьшей продолжительностью обработки на одном из станков; в нашем примере это № 9; 2) выбранная деталь помещается в начало очереди, если наименьшая продолжительность обработки соответствует станку № 1, или в конец очереди, если – станку № 2; в нашем примере деталь № 9 помещается в конец очереди; 3) столбец таблицы 7.7, ранее занятый выбранной деталью, вычеркивается; 4) выбирается деталь среди оставшихся со следующей наименьшей продолжительностью обработки на одном из станков; в нашем примере – деталь № 7; 5) выбранная деталь помещается в начало или конец очереди по указанному в пункте 2 правилу; в нашем примере деталь № 7 помещается в начало очереди; 6) вычеркивается соответствующий столбец таблицы. И так далее. В итоге можно получить оптимальное расписание работы двух станков (табл. 7.8).
Таблица 7.8
Полученное оптимальное расписание уменьшает время ожидания обработки до 2 минут (станок № 2 ждет в самом начале, пока станок № 1 обработает деталь № 7). Общее время обработки с учетом времени ожидания тем самым сокращается до 120 минут- на 12 %. Заметим, что, не зная описанного простого правила, эту задачу не решить и опытному специалисту. Ведь чтобы выйти на оптимальное расписание, необходимо перебрать несколько миллионов вариантов очередности. Данное решение, так же как и предыдущее, применяется не только для станков. Оно может быть использовано для составления расписаний очередности любых работ, последовательности процедуры применения, функционирования различных технических или организационных производственных систем. Говоря о составлении наилучших расписаний, нельзя обойти еще один важный для практики тип задач. Речь пойдет о так называемой задаче о назначениях. Задача о назначениях На предприятии подготовлен резерв для замещения однородных должностей начальников производства (скажем, начальников производственных участков). Руководители предприятия, кадровая служба составили список резерва (в алфавитном порядке) и путем экспертного опроса установили, приблизительно конечно, степень соответствия каждого кандидата каждой из возможных вакансий. Например, установлено, что кандидат А для замещения должности IV подходит примерно в два раза лучше, чем для должности II, для замещения должности I кандидат Б в два раза хуже, чем В, и т. д. Придавая таким характеристикам численную форму, можно составить таблицу соответствия кандидатов различным должностям (табл. 7.9).
Таблица 7.9
Как будет проходить подбор кандидатов на должность? Решим эту задачу сначала глазомерно. Первый по алфавиту кандидат А лучше всего отвечает должности V. Закрепим за ним эту должность, поставив в правом верхнем углу соответствующей клетки звездочку. Следующего кандидата – Б лучше всего было бы назначить на должность V, но она уже занята. Поэтому направим его на наиболее подходящую из оставшихся – должность I. И так далее. Оценку полученного штатного расписания произведем так, как мы это делали в задачах математического программирования – суммируя оценки соответствующих назначений:
60 + 40 + 50 + 20 + 10 = 180. Хорошее ли это расписание? Ответить на такой вопрос можно, лишь зная оптимальный вариант. Получить его путем сплошного перебора всех возможных расписаний, как мы уже знаем, практически нельзя: при распределении всего 10 кандидатов по 10 должностям число возможных вариантов измеряется миллионами. Существуют, к счастью, приемы направленного перебора вариантов, построенные на основе методов исследования операций. Применение этих приемов выводит на следующее оптимальное штатное расписание (табл. 7.10).
Таблица 7.10
Оценка качества данного расписания:
40 + 80 + 80 + 70 + 60 = 330.
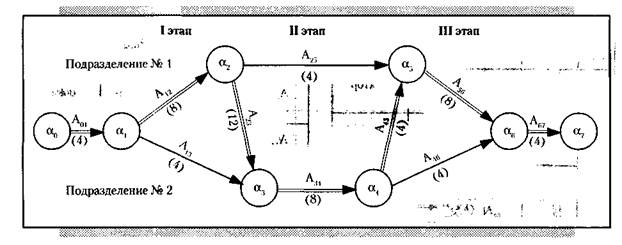
Оценка показывает, что оптимальное расписание почти в два раза лучше, чем глазомерное. Еще один полезный метод выработки управленческих решений – сетевое планирование. Управление временем Сетевое планирование служит для составления рационального плана решения производственной задачи, предусматривающего осуществление его в кратчайший срок и с минимальными затратами. Методы сетевого планирования дают возможность оценивать «узкие» места выполняемой задачи и вносить необходимые коррективы в организацию решения. Сетевое планирование рассмотрим на следующем примере. Производственная задача решается в три этапа (I, II и III). Исходным моментом является получение директором предприятия задания (заказа). Далее на основании этого задания под руководством заместителя директора по производству разрабатываются задания подразделениям № 1 и № 2. После этого подразделения одновременно приступают к I этапу работы. Для того чтобы начать II этап работы, подразделение № 2 должно получить комплект изделий, изготовленных подразделением № 1 в ходе I этапа. Поэтому подразделение № 1 начинает II этап работы сразу же после окончания I этапа, а подразделение № 2– лишь после получения комплектующих из подразделения № 1. Далее роли подразделений меняются: для того чтобы начать III этап, теперь уже подразделение № 1 должно ожидать комплектующих от подразделения № 2. С окончанием III этапа работы обоими подразделениями изделие считается готовым. Транспортная служба доставляет его потребителю. Все мероприятия решаемой задачи в их взаимосвязи представляются в виде наглядной схемы – сетевого графика (рис. 7.6), состоящего из двух типов элементов – работ и событий.
Рис. 7.6.Схема сетевого графика
Работа представляет собой выполнение некоторого мероприятия, например выполнение определенной технологической, транспортной или складской операции. Работа связана с затратой времени и расходом ресурсов, она должна иметь начало и конец. Работа обозначается на графике стрелкой, над которой проставлен номер работы (большая буква с индексом), а под ней – продолжительность работы (в скобках). Событиями называются начальные и конечные точки работы, например начало или окончание производственной операции. Событие не является процессом и поэтому не сопровождается затратами времени или ресурсов. Событие обозначается кружком с буквенным обозначением внутри (маленькая буква с индексом). Относительно данной работы события могут быть предшествующими (непосредственно перед ней) и последующими (непосредственно за ней). Относительно данной работы другие работы могут быть предшествующими и последующими. Каждая входящая в данное событие работа является предшествующей каждой выходящей работе; каждая выходящая работа является последующей для каждой входящей. Основные свойства сетевого графика: ни одно событие не может произойти до тех пор, пока не будут закончены все входящие в него работы; ни одна работа, выходящая из данного события, не может начаться до тех пор, пока не произойдет данное событие; ни одна последующая работа не может начаться раньше, чем будут закончены все предшествующие ей работы. Приступая к построению сетевого графика, разрабатывают перечень событий, определяющих планируемый процесс – производственную задачу, без которых она не может состояться (табл. 7.11). Затем предусматриваются работы, в результате которых все необходимые события должны произойти (табл. 7.12).
Таблица 7.11
Таблица 7.12
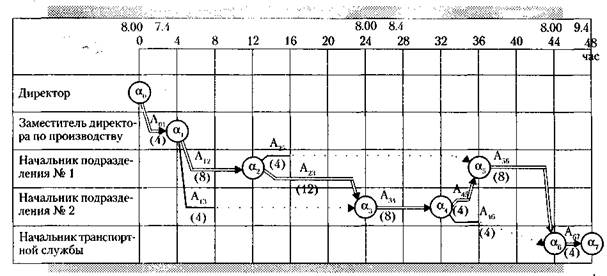
Исходя из перечня событий и работ составляется сетевой график (см. рис. 7.6). Вначале это можно сделать схематично, без учета масштаба времени. Сетевой график строится от исходного события к завершающему, слева направо. Исходному событию присваивается нулевой номер, завершающему событию – последний номер. Остальные события нумеруются так, чтобы номер предыдущего события был меньше номера последующего события. Работа кодируется индексом, содержащим номера событий, между которыми она заключена. Совершение события зависит от окончания самой длительной из всех входящих в него работ. Последовательные работы и события формируют пути (цепочки), которые ведут от исходного к завершающему событию. Далее сетевой график строится в масштабе времени (рис. 7.7).
Рис. 7.7.Сетевой график в масштабе времени
Сетевой график дает возможность оценить количество и качество мероприятий планируемой производственной задачи. Он позволяет установить, от каких из них и в какой степени зависит достижение конечной цели действий. Так, ранг события показывает, какое количество работ необходимо выполнить, чтобы данное событие состоялось. Сетевой график также показывает, какое мероприятие следует выполнять в первую очередь, какие можно выполнять параллельно. Так, в нашем примере видно, что ни одна последующая работа не может выполняться раньше, чем закончатся все предшествующие. Видно также, что работы А25 и A23 могут выполняться параллельно. После построения сетевого графика производится его анализ. Для этого строится так называемый критический путь. Это полный путь, на котором суммарная продолжительность работ является максимальной. Иными словами, это самый длинный по времени путь в сетевом графике от исходного до завершающего события. Критический путь лимитирует выполнение задачи в целом, поэтому любая задержка на работах критического пути увеличивает время всего процесса. На рис. 7.6 и 7.7 критический путь обозначен двойной линией. Сущность анализа сетевого графика заключается в том, что выявляются резервы времени работ, лежащих вне критического пути, и направляются на работы, лежащие на критическом пути, который лимитирует срок завершения работы в целом. В нашем примере продолжительность работ, лежащих на критическом пути, равна 4 + 8 + 12 + 8 + 4 + 8 + 4 = 48 часов. Это и есть общее время решения всей производственной задачи. На рис. 7.7 видно, что в подразделениях № 1 и № 2 появляются отрезки времени, на которых эти подразделения остаются без работы (волнистые линии). В этих случаях целесообразно снять отсюда часть трудовых и технических ресурсов и передать их тому подразделению, работа которого лежит в это время на критическом пути и лимитирует тем самым конечный результат. Так, например, после того как подразделение № 2 в момент, соответствующий 8-му часу работы, выполнит этап I, ему целесообразно передать часть своих ресурсов подразделению № 1 с расчетом, чтобы к событию a3 подразделения № 1 и № 2 подошли одновременно. Для этого нужно передать из подразделения № 2 в подразделение № 1 ровно столько ресурсов, чтобы сократить сумму работ А12 и А23, в подразделении № 1 на 8 часов, то есть до 12 часов. При этом подразделение № 2, лишенное части ресурсов, увеличит время своей работы на эти же 8 часов (работа А13, станет равна 12 часам) и критический путь между событиями a3 и a2 будет равен 12 часам. Это сокращение общего времени критического пути означает и сокращение на то же время – на 8 часов – продолжительности решения всей производственной задачи. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое решение? 2. Что такое управленческое решение? 3. Как классифицируются управленческие решения? 4. Что понимается под исследованием операций? 5. Что такое моделирование ситуации? 6. Что такое модель? 7. Как классифицируются модели? 8. Какие бывают модели производственно-экономической системы? 9. Какие бывают модели управления производством? 10. Что такое игровое моделирование? 11. Что включает процесс подготовки и принятия решения? 12. Опишите этапы процесса принятия решения. 13. Опишите выбор наилучшего (оптимального) варианта решения задачи. |
|