|
|
Поперечные колебательные движения электродом.Колебание концом электрода поперек шва для образования уширенного валика, который применяют чаще, чем ниточный. Для образования уширенного валика электроду сообщают поперечные колебательные движения чаще всего с постоянной частотой и амплитудой, совмещенные с поступательным движением электрода вдоль оси подготовленного под сварку соединения и оси электрода. Поперечные . колебательные движения электрода разнообразны и определяются формой, размерами, положениями шва в пространстве, в котором выполняется сварка, и навыком сварщика. На рис. 19 показаны поперечные колебания, описываемые концом электрода. В процессе колебания электрода середину пути проходят быстро, задерживая электрод по краям. Такое изменение скорости колебания электрода обеспечивает лучший провар по краям. Ширина валика не должна быть более 2 — 3 диаметров электрода, что соответствует ГОСТ и технологии сварки. При выполнении более широких валиков в результате охлаждения шлака возможно образование дефектов в сварном шве.
Для наплавки узкого валика применяют движение вдоль швов без поперечных колебаний электрода. Ширина шва при этом получается на 1-2 мм. больше диаметра электрода. Электрод передвигают вдоль шва равномерно с определенной скоростью, соответствующей величине тока, диаметру электрода и виду сварочного шва.
Выполнение швов в нижнем положении. Эти швы являются наиболее удобными для сварки, так как в этом положении капли электродного металла .под действием собственного веса легко переходят в сварочную ванну и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении более удобно. В процессе сварки электрод наклоняют по направлению сварки на угол 10-20°.
Выполнение швов в вертикальном положении. В этом случае электродный металл и основной стремятся стечь вниз. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой. Вертикальные швы выполняют как снизу вверх, так и сверху вниз. В первом случае дуга возбуждается в самой нижней точке вертикально расположенных пластин, и после образования ванны жидкого металла электрод, установленный сначала горизонтально (положение 1), отводится несколько вверх (положение 2). При этом застывший металл шва образует1 подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо совершать колебательные движения электродом поперек оси шва с отводом его вверх и поочередно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла.
Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе многослойной сварки. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов. В начале сварки дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга -очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.
При сварке горизонтальных швов на вертикальной плоскости сварочный ток и диаметр электрода ограничивается теми же значениями, что и при сварке вертикальных швов.
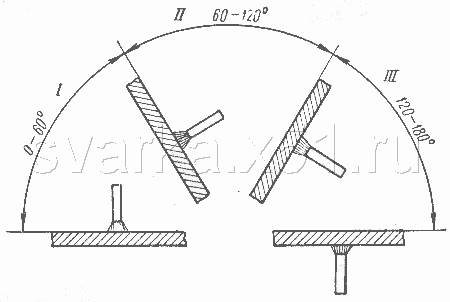
рис.1. Схема пространственного расположения сварных швов / — нижнее; // — вертикальное; /// — потолочное
Тема 34. Сущность газовой сварки.
При газопламенной обработке металлов в качестве источника теплоты используется газовое пламя – пламя горючего газа, сжигаемого для этой цели в специальных горелках. В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру по сравнению с пламенем других газов имеет ацетиленокислородное пламя, поэтому оно нашло наибольшее применение. Газовая сварка- это сварка плавлением, при которой метал в зоне соединения нагревается до расплавления газовым пламенем (рис.8). При нагреве газовым пламенем 4 кромки свариваемых заготовок 1 расплавляются вместе с присадочным металлом 2,который может дополнительно вводиться в пламя горелки 3. После затвердевания жидкого металла образуется сварной шов 5. К преимуществам газовой сварки относятся: простота способа, несложность оборудования, отсутствие источника электрической энергии. К недостаткам газовой сварки относятся: меньшая производительность, сложность механизации, большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке. Газовую сварку используют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, сварке чугуна, алюминия, меди, латуни, наплавке твёрдых сплавов, исправлении дефектов литья и др.
Тема 35. |
|