|
|
Основные условия резки металловКислородной резке подвергаются только те металлы и сплавы, которые удовлетворяют следующим основным условиям.
1. Температура воспламенения металла в кислороде должна быть ниже температуры его плавления. Лучше всех металлов и сплавов этому требованию удовлетворяют низкоуглеродистые стали, температура воспламенения которых в кислороде — около 1300°С, а температура плавления — около 1500°С. Увеличение содержания углерода в стали сопровождается повышением температуры воспламенения в кислороде с понижением температуры плавления. Поэтому с увеличением содержания углерода кислородная резка сталей ухудшается.
2. Температура плавления окислов металлов, образующихся при резке, должна быть ниже температуры плавления самого металла, в противном случае тугоплавкие окислы не будут выдуваться струей режущего кислорода, что нарушит нормальный процесс резки. Этому условию не удовлетворяют высокохромистые стали и алюминий. При резке высокохромистых сталей образуются тугоплавкие окислы с температурой плавления 2000°С, а при резке алюминия — окисел с температурой плавления около 2050°С. Кислородная резка их невозможна без применения специальных флюсов.
3. Количество тепла, которое выделяется при сгорании металла в кислороде, должно быть достаточно большим, чтобы поддерживать непрерывный процесс резки. При резке стали около 70% тепла выделяется при сгорании металла в кислороде и только 30% общего тепла поступает от подогревающего пламени резака.
4. Образующиеся при резке шлаки должны быть жидкотекучими и легко выдуваться из места реза.
5. Теплопроводность металлов и сплавов не должна быть слишком высокой, так как тепло, сообщаемое подогревающим пламенем и нагретым шлаком, будет интенсивно отводиться от места реза, вследствие чего процесс резки будет неустойчивым и в любой момент может прерваться.
В момент начала газовой резки подогрев осуществляется только подогревающим пламенем. Кроме этого, подогревающее пламя на всем протяжении реза подогревает переднюю верхнюю кромку разрезаемого металла впереди струи режущего кислорода до температуры воспламенения, обеспечивая тем самым непрерывность процесса резки. Мощность подогревающего пламени зависит от толщины и химического состава разрезаемого металла и сплава. Чем меньше толщина разрезаемой стали, тем большую роль играет подогревающее пламя. При резке сталей толщиной до 5 мм 80% общего количества тепла составляет тепло подогревающего пламени. С увеличением толщины разрезаемого металла роль подогревающего пламени в передаче тепла снижается. При резке сталей толщиной 25 мм подогревающее пламя передает металлу 29%, остальное тепло получается за счет реакций окисления железа. Максимальная температура пламени находится на расстоянии 2—3 мм от конца ядра, поэтому для наиболее эффективного нагрева расстояние от конца ядра до поверхности разрезаемого металла должно составлять 2—3 мм. Подогревающее пламя надо регулировать на несколько повышенное содержание кислорода, так как слегка окислительное пламя обеспечивает интенсивный нагрев и улучшает качество реза.
Сжигание металла и удаление продуктов сгорания из реза осуществляется струей режущего кислорода. Количество кислорода, проходящего через сопло мундштука, зависит от конструкции сопла, давления кислорода и скорости истечения струи. При газовой резке требуется определенное количество кислорода. Недостаток его приводит к неполному
сгоранию железа и неполному удалению окислов, а избыток кислорода охлаждает металл. Количество кислорода, необходимое для полного окисления разрезаемого металла, определяется количеством сжигаемого металла и средним расходом на его сжигание
Струя режущего кислорода должна вызывать непрерывное окисление по всей толщине разрезаемого металла, поэтому скорость перемещения резака должна соответствовать скорости окисления металла по всей толщине. Скорость окисления зависит от скорости истечения кислородной струи. Струя режущего кислорода должна обеспечивать равномерную ширину реза по всей толщине разрезаемого металла. Расход кислорода на выдувание образующихся в результате резки окислов из узкого реза должен быть большим, чем из широкого. Это происходит из-за того, что при узком резе происходит большая сцепляемость образующихся в процессе резки шлаков с кромками, а при увеличении ширины реза удаляемость шлаков облегчается.
Тема 55. Подготовка металла к резке Подготовка поверхности металла к резке. Перед резкой поверхность разрезаемого металла должна быть тщательно очищена от окалины, ржавчины, краски и грязи. Для ручной резки достаточно очистить пламенем резака узкую полосу (не более 30–50 мм) и зачистить ее металлической щеткой. Перед механизированной резкой на стационарных машинах листы обычно правят на листоправильных вальцах и очищают всю поверхность либо химическим, либо механическим (дробеструйкой) способом.
Листы нужно укладывать горизонтально на опоры. Свободное пространство под листом должно быть равно половине толщины разрезаемого металла плюс 100 мм.
Тема 56. Разметка вырезанных деталей
Одной из наиболее важных и ответственных операций при изготовлении металлоконструкций является операция разметки. При разметке обозначаются различными способами, например, центры сверления отверстий, линии будущих гибов металла, контуры чистовой обработки деталей, места сварных соединений, и т.п. Существуют различные способы как ручной, так и механизированной разметки.
При изготовлении различных деталей из листового проката на современных машинах термической резки с ЧПУ, наиболее целесообразным является совмещение процесса плазменной резки с плазменной разметкой этих деталей.
Преимущества такого способа очевидны: высокая точность позиционирования машины термической резки; высокая скорость; единая система координат позволяет легко задавать нужные контуры по программе, согласно конструкторской документации; возможность использовать один инструмент для резки и разметки (нет необходимости «обнулять» систему координат при смене инструмента); невысокие требования к состоянию поверхности металла (лист может иметь загрязненную или шероховатую поверхность, покрыт грунтом, иметь следы смазки). Маркировка изделий подразумевает нанесение на их поверхность символьных обозначений, например, номер чертежа, номер партии, дата изготовления и т.п. Маркировка также может производиться с помощью плазменного процесса.
Тема 57. Положение резака и расстояние между мундштуком и поверхностью разрезаемого металла при работе на ацетилене и газах-заменителях.
При работе на газах-заменителях ацетилена указанные расстояния между мундштуком и поверхностью разрезаемого металла увеличивают на 30—40%. Основными показателями режима кислородной резки являются: мощность подогревающего пламени, давление режущего кислорода и скорость резки. Мощность подогревающею пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Она должна обеспечивать быстрый подогрев металла в начале резки до температуры воспламенения и необходимый нагрев его в процессе резки. Для резки металла толщиной до 300 мм применяют нормальное пламя.
Тема 58. Мощность подогревающего пламени, давление режущего кислорода и скорость резки
Основными показателями режима резки являются: мощность пламени, давление режущего кислорода и скорость резки. От их выбора во многом зависят производительность и качество резки.
Мощность пламени определяется толщиной разрезаемого металла, составом и состоянием стали (прокат или поковка). При ручной резке из-за неравномерности перемещения резака обычно приходится в 1,2-2 раза увеличивать мощность пламени по сравнению с машинной. При резке литья следует повышать мощность пламени в 3-4 раза, так как поверхность отливок, как правило, покрыта песком и пригаром.
Для резки стали толщиной до 300 мм применяют нормальное пламя, а толщиной свыше 400 мм - подогревающее пламя с избытком ацетилена (науглероживающее) для увеличения длины факела и прогрева нижней части реза.
Давление режущего кислорода зависит от толщины разрезаемого металла, формы режущего сопла и чистоты кислорода. При повышении давления сверх нормативного скорость резки уменьшается, и качество поверхности реза ухудшается. Соответственно увеличивается расход кислорода.
Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа. Судить о правильном выборе скорости резки можно по следующим признакам. При замедленной скорости происходит оплавление верхних кромок разрезаемого листа и расплавленные шлаки (оксиды) вылетают из разреза в виде потока искр в направлении резки.
Слишком большая скорость характеризуется слабым вылетом пучка искр из разреза в сторону, обратную направлению резки, и значительным «отставанием» линий реза от вертикали. Возможно непрорезаение металла. При нормальной скорости резки поток искр и шлака с обратной стороны разрезаемого листа сравнительно небольшой и направлен почти параллельно кислородной струе.
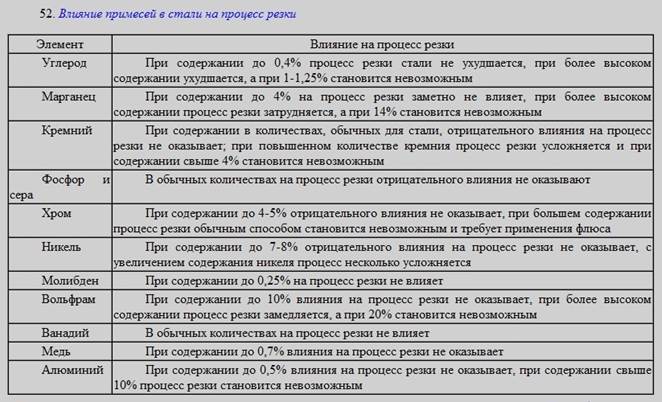
Тема 59. Влияние содержания углерода и химического состава примесей в стали на процесс ее резки.
С увеличением содержания в стали углерода, а также различных примесей процесс резки усложняется. Влияние их на процесс резки приведено в табл. 52.
Тема 60. Технология дуговой резки. Воздушно-дуговая резка
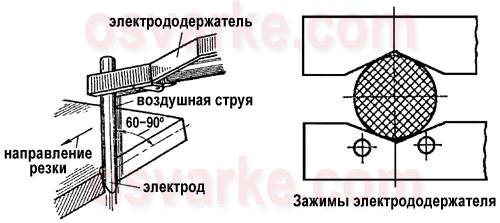
Воздушно-дуговая резка заключается в расплавлении металла по линии реза электрической дугой и принудительном удалении сжатым воздухом образующегося под действием дуги расплава. Схема воздушно-дуговой резки представлена на рисунке.
Рисунок. Воздушно-дуговая резка и зажимы электрододержателя (справа)
Воздух подается вдоль неплавящегося электрода (обычно угольного или графитового) и в специальном электрододержателе. Электрическая дуга, как правило, горит на постоянном токе обратной полярности. Наилучшая производительность воздушно-дуговой резки достигается при диаметре электрода 6–12 мм, силе сварочного тока 300–1500А, напряжении на дуге 30–40В, давлении воздуха 4–7 кг/см2, расходе воздуха 20–30 м3/ч. Горение дуги отличается низкой устойчивостью, частыми обрывами.
Воздушно-дуговая резка тем эффективнее, чем меньше скорость износа электрода. Поэтому целесообразно использовать электроды, покрытые защитно-разгружающим слоем из меди или композиции на основе алюминия.
Качество поверхности реза и прилегающего к ней металла невысокое. В поверхностном слое и на кромках глубиной 0,1–0,3 мм может наблюдаться повышение содержания углерода, в связи с чем могут появляться трещины. Для уменьшения науглероживания необходимо по возможности не касаться электродом раскаленного металла. После воздушно-дуговой резки необходимо выполнять тщательную зачистку поверхностей щеткой до металлического блеска и производить осмотр для установления отсутствия поверхностных дефектов.
Воздушно-дуговая резка обычно используется для поверхностной обработки (строжки) или в качестве разделительной резки в лом сталей, алюминия, меди, титана.
Тема 61. Кислородно-дуговая резка
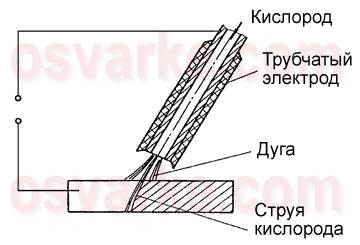
При кислородно-дуговой резке дуга горит между плавящимся электродом и разрезаемым металлом. Сварочный электрод трубчатый и по каналу внутри электрода подается режущий кислород. Дуга обеспечивает нагрев металла, а кислород, интенсивно окисляя железо, обеспечивает его сгорание и выдувание из зоны реза (см. рисунок).
Рисунок. Схема кислородно-дуговой резки
Широкое распространение кислородно-дуговая резка получила для резки металла под водой. Используются два вида электродов: стальной трубчатый и карборундовый. Стальной электрод имеет диаметр 5–6 мм, внутренний канал диаметром 1,5–2 мм. Длина электрода 350–400 мм. Время горения такого электрода – 1 минута.
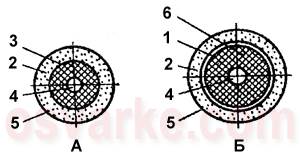
Электроды из карборунда получили название керамических (см. рисунок). Он имеет длину 250 мм, время горения составляет около 15 мин. Керамические электроды имеют большой диаметр: 15–18 мм.
Рисунок. Сечение электродов для кислородно-дуговой резки: А - стальной трубчатый электрод; Б - керамический (карборундовый) электрод. (1 – металлическая оболочка; 2 – покрытие; 3 – стальная трубка; 4 – канал для кислорода; 5 – водонепроницаемое покрытие; 6 – карборундовый стержень)
Держатели электродов имеют специальную конструкцию, обеспечивающую подвод кислорода к электроду, его открытие и закрытие, высокие электроизоляционные свойства.
Кислородно-дуговую резку применяют для резки черных и цветных металлов толщиной до 120 мм, на глубинах до 100 м. Сила тока 200–350А, давление кислорода 3–10 бар (в зависимости от толщины).
Возможна полуавтоматическая кислородно-дуговая резка. В этом случае проволока обдувается кислородом концентрично.
Тема 62. Плазменная резка
Плазменная резка заключается в проплавлении разрезаемого металла за счет теплоты, генерируемой сжатой плазменной дугой, и интенсивном удалении расплава плазменной струей. Общепринятые обозначения
PAC – Plasma Arc Cutting – резка плазменной дугой Технология плазменной резки
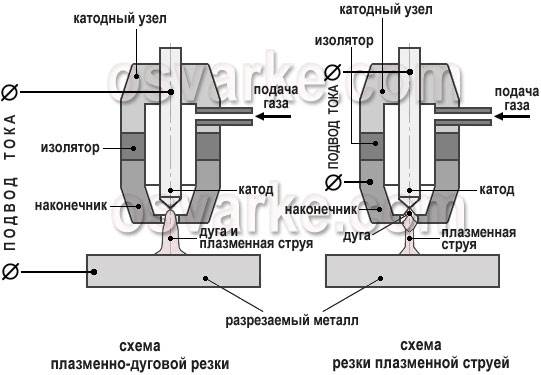
Плазма представляет собой ионизированный газ с высокой температурой, способный проводить электрический ток. Плазменная дуга получается из обычной в специальном устройстве – плазмотроне – в результате ее сжатия и вдувания в нее плазмообразующего газа. Различают две схемы: - плазменно-дуговая резка и - резка плазменной струей.
Рисунок. Схемы плазменной резки
При плазменно-дуговой резке дуга горит между неплавящимся электродом и разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с высокоскоростной плазменной струей, которая образуется из поступающего газа за счет его нагрева и ионизации под действием дуги. Для разрезания используется энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из него факела.
При резке плазменной струей дуга горит между электродом и формирующим наконечником плазмотрона, а обрабатываемый объект не включен в электрическую цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из плазмотрона в виде высокоскоростной плазменной струи, энергия которой и используется для разрезания.
Плазменно-дуговая резка более эффективна и широко применяется для обработки металлов. Резка плазменной струей используется реже и преимущественно для обработки неметаллических материалов, поскольку они не обязательно должны быть электропроводными.
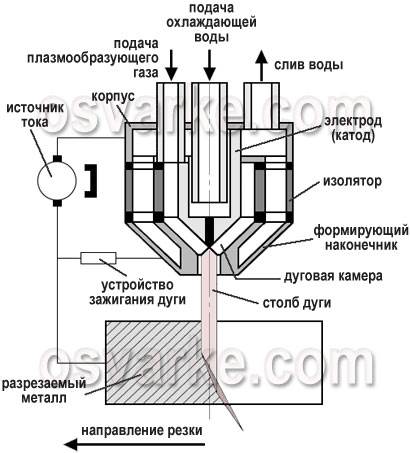
Более подробная схема плазмотрона для плазменно-дуговой резки приведена на рисунке ниже.
Рисунок. Схема режущего плазмотрона
В корпусе плазмотрона находится цилиндрическая дуговая камера небольшого диаметра с выходным каналом, формирующим сжатую плазменную дугу. Электрод обычно расположен в тыльной стороне дуговой камеры. Непосредственное возбуждение плазмогенерирующей дуги между электродом и разрезаемым металлом, как правило, затруднительно. Поэтому вначале между электродом и наконечником плазмотрона зажигается дежурная дуга. Затем она выдувается из сопла, и при касании изделия ее факелом возникает рабочая режущая дуга, а дежурная дуга отключается.
Столб дуги заполняет формирующий канал. В дуговую камеру подается плазмообразующий газ. Он нагревается дугой, ионизируется и за счет теплового расширения увеличивается в объеме в 50–100 раз, что заставляет его истекать из сопла плазмотрона со скоростью до 2–3 км/c и больше. Температура в плазменной дуге может достигать 25000–30000°С.
Фото. Плазменная резка металла
Электроды для плазменной резки изготавливают из меди, гафния, вольфрама (активированного иттрием, лантаном или торием) и других материалов.
Фото. Сопла (в разрезе) для плазменной резки – медное (слева) и медное с вольфрамовой вставкой компании Thermacut (справа)
Количество тепла, необходимое для выплавления реза (эффективная тепловая мощность qр), поступает из столба плазменной дуги и определяется выражением:
qр = Vр·F·γ·c·[(Tпл–T0)+q]·4,19,
где Vр – скорость резки (см/с); F – площадь поперечного сечения зоны выплавляемого металла (см2); γ – плотность металла (г/см3); с – теплоемкость металла, Дж/(г·°С); Тпл – температура плавления металла (°С); T0 – температура металла до начала резки (°С); q – скрытая теплота плавления (°С).
Произведение Vр·F·γ определяет массу выплавляемого металла за единицу времени (г/с). Для заданной толщины металла имеется определенное числовое значение эффективной тепловой мощности qр, ниже которого процесс резки невозможен.
Скорость потока плазмы, удаляющего расплавленный металл, возрастает с увеличением расхода плазмообразующего газа и силы тока и уменьшается с увеличением диаметра сопла плазмотрона. Она может достигать около 800 м/с при силе тока 250А. |
|