|
|
Этапы формирования надежности ИЗДЕЛИЙ
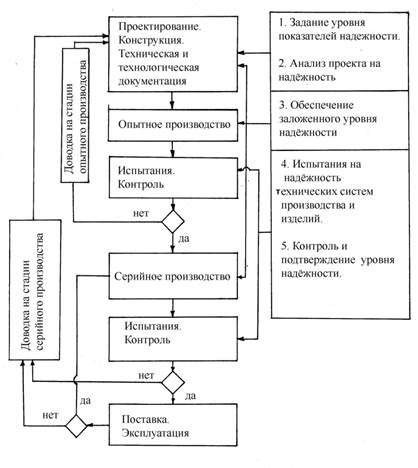
Действующими стандартами регламентирован единый порядок разработки, производства и эксплуатации создаваемых изделий, который состоит из трех основных стадий: разработка изделия; серийное производство; эксплуатация изделия. Особенность решения вопросов по надежности при создании изделий заключается в том, что эти вопросы должны решаться на каждой из перечисленных стадий, так как изменить уровень надежности изготовленного изделия нельзя, как, например, изменить его товарный вид. Только после эксплуатации или специальных испытаний можно определить уровень его надежности, а затем, если это необходимо, внести коррективы в конструкторскую, производственную или эксплуатационную документацию и изготовить новое изделие с более высоким уровнем надежности. В общем случае только в результате определенного цикла таких итераций можно гарантировать определенный уровень надежности изготавливаемого изделия. Естественно, такой итерационный путь длителен и требует больших материальных ресурсов. В связи с этим при создании новых изделий закладываются специальные мероприятия для ускорения и удешевления процесса отработки изделия на надежность, которые оформляются в виде комплексных программ [1-3,5,7,8,10-15]. Необходимость решения вопросов по надежности на каждой из трех стадий часто подчеркивается в так называемой формуле надежности изделия – надежность закладывается на этапе проектирования (разработки), обеспечивается на этапе производства и реализуется на этапе эксплуатации изделия. Рассмотрим кратко основные особенности этих трех этапов с точки зрения надежности. После получения задания на разработку изделия производится сбор и изучение данных по диапазонам нагрузки и внешних воздействий на разных стадиях эксплуатации изделий. Изучают фактически достигнутый уровень надежности в эксплуатации изделия и его узлов, выбранных прототипами. Особый интерес для надежности представляют изделия, снятые с эксплуатации из-за отказов или полной выработки ресурса. На основании этой информации уточняют требования к отдельным элементам изделия и производят подбор материалов с учетом их прочностных характеристик, обрабатываемости, производственных возможностей и стоимости. После этого разрабатывается комплексная программа достижения нужного уровня надежности изделия с конкретизацией выполняемых работ по отдельным узлам и изделию в целом на каждой стадии создания изделия. При проектировании и конструировании закладывается надежность изделия. Она зависит от конструкции изделия и её узлов, применяемых материалов и технологий, методов защиты от внешних воздействий, систем смазки, приспособленности к ремонту и обслуживанию и т.д. Любой узел и агрегат можно сконструировать бесконечным числом способов, рассчитав надежность конструкции по статическим нагрузкам. Однако, в настоящее время существует не много расчетов, позволяющих прогнозировать поведение конструкции в реальных условиях эксплуатации с учетом динамики и статистического характера внешних воздействий. Поэтому проектирование строится на основании использования конструкций, которые были в изделиях, прошедших эксплуатацию. Обычно при создании новых типов изделий используется до 50 и более процентов агрегатов и узлов, выполненных по ранее разработанным схемам и апробированных в серийной эксплуатации. Это, с одной стороны, ускоряет и удешевляет процесс запуска в серию изделия, но, с другой стороны, замедляет прогресс развития техники. Для вновь же проектируемых узлов и агрегатов проводится комплекс опережающих мероприятий по их изготовлению и испытанию на моделирующих установках, стендах и специальных летающих лабораториях. Опережающие мероприятия планируются таким образом, чтобы на сборку опытного образца поступали узлы и агрегаты с известными показателями надежности. Существующие конструктивные методы повышения надежности предусматривают создание запасов прочности металлоконструкций, облегчение режимов работы электро- и гидроавтоматики, упрощение конструкции, использование стандартных деталей и узлов, обеспечение ремонтопригодности, обоснованное использование методов резервирования. Наряду с конструктивными методами, обеспечивающими работоспособность системы, широко применяют вероятностные методы оценки ее надежности на этапах эскизного и рабочего проектирования. С целью определения количественных показателей надежности составляют функциональную схему и циклограмму работы системы во времени при ее эксплуатации. Более полному пониманию работы системы способствует принципиальная схема, в которой подробно описывают соединение узлов и элементов, а также их назначение. На основании функциональной и принципиальной схем работы системы составляют структурную схему надежности с указанием резервирования отдельных элементов, узлов и каналов. На основании структурной схемы надежности составляют перечень элементов и узлов с указанием интенсивностей отказов, взятых из справочной литературы или полученных по результатам испытаний или эксплуатации, Далее на основании исходных данных выполняют расчет проектной надежности системы. Анализ и прогнозирование надежности на стадии проектирования дает необходимые данные для оценки конструкции. Такой анализ проводят для каждого варианта конструкции, а также после внесения конструктивных изменений. При обнаружении конструктивных недостатков, снижающих уровень надежности системы, проводят конструктивные изменения и корректируют техническую документацию. Следует отметить, что проектный расчет количественных показателей надежности является дополнительным материалом для объективной оценки надежности системы на стадии разработки. Определяющая роль в обеспечении надежности системы принадлежит конструктору, который использует свое профессиональное образование, интуицию, существующие методы конструирования и большой опыт конструкторских разработок. Чем квалифицированней кадры, тем выше надежность разрабатываемой системы, так как в ней исключены ранее сделанные ошибки. При производстве изделия должна быть обеспечена надежность, заложенная при её проектировании, т.е. технология изготовления определяет, насколько могут быть реализованы потенциальные возможности конструкции. Известно, что до 80% отказов в работе изделий возникает по вине заводов-изготовителей. На данном этапе надежность зависит от обоснованности и полноты требований конструкторской и технологической документации на показатели качества деталей, сборочных единиц и изделий в целом, технологических процессов изготовления и сборки деталей, методов контроля испытаний, возможностей управления технологическими процессами, соответствия оборудования и технологической дисциплины серийного завода опытно-экспериментальному заводу, а также других технологических показателей, таких как технологическая наследственность, взаимозаменяемость, стабильность параметров оборудования на серийном заводе и т.д. Пока летательные аппараты подвергались эксплуатационным нагрузкам небольшого уровня, делались из среднепрочных материалов, имели большие коэффициенты безопасности и небольшие ресурсы, статические расчеты и существующие технологии обеспечивали надежность изделий. Однако переход на высокопрочные материалы для обеспечения более высокой эффективности изделия показал, что такие материалы значительно более чувствительны к любым изменениям внешних воздействий, как при эксплуатации, так и при изготовлении [1-6]. В этих условиях выяснилось, что технологические процессы очень сильно влияют на надежность. В очень небольшой степени это учитывается в чертежах регламентированием геометрических размеров, параметров шероховатости и твердости поверхности, а также ссылками на соответствующие технологические инструкции по изготовлению и упрочнению поверхностного слоя. Однако это совершенно недостаточно, так как два изделия, изготовленные на разных заводах по одинаковым чертежам, будут иметь совершенно разные показатели надежности. В связи с этим во всех высокоразвитых странах мира достаточно давно пришли к пониманию того, что практически все основные элементы "know how" новых изделий связаны с технологией их изготовления. Как отмечается в [5,10] ссылки в чертежах на технологические инструкции "отражает в основном печальный опыт конструкторов и конструкторских подразделений", но в малой степени обеспечивает такую регламентацию технологии, при которой гарантирован определенный уровень надежности изделия. Обеспечение гарантированного уровня надежности изделия, особенно в условиях серийного производства, является сложной технической задачей, решаемой в течение достаточно длительного периода запуска изделия в производство с помощью специальных программ или политики обеспечения качества. Эта особая роль технологических процессов вытекает из следующих, достаточно простых, рассуждений. Показатели надежности изделия (например, вероятность безотказной работы, гамма-процентная наработка до отказа и т.д.) зависят от значительно большего количества технических показателей качества деталей и сборочных единиц по сравнению с их количеством, приведённом в чертежах на изготовление. Действительно, все технические показатели качества, определяющие показатели надежности, можно разделить на две основные группы. В первую группу входят показатели, значения которых можно определить оперативно неразрушающим методом практически на любом этапе технологического процесса. К ним обычно относятся геометрические параметры, параметры шероховатости и твердости поверхности. Именно эти показатели и регламентируются в чертежах на изготовление. Во вторую группу входят показатели, которые в силу объективных и субъективных причин не возможно измерить до завершения процесса изготовления детали, узла, агрегата или даже всего изделия в целом. К ним, например, относятся показатели прочности и выносливости, особенно, сварных швов, составных конструкций, конструкций со сложной геометрией и т.д., показатели ударной вязкости, триботехнические показатели, показатели коррозионной и эрозионной стойкости и т.д., измерение которых на деталях можно провести только при выборочном контроле разрушающим методом с их удалением с дальнейшего применения по назначению. Такой выборочный контроль позволяет определить среднее значение показателя и диапазон его рассеивания, а, следовательно, вероятность его безотказности по этому показателю. Причём, как будет показано далее, вероятность безотказной работы по этому показателю зависит не только от его среднего значения и выбранных значений запаса надежности, но и в значительной мере от параметра диапазона его рассеивания – дисперсии или коэффициента вариации стандартного отклонения. Следовательно, при изготовлении деталей, направляемых в эксплуатацию, определённая уверенность в том, что показатели второй группы на этих деталях находятся в нужных допусках достигается за счёт точного и жесткого выполнения директивного технологического процесса, отработанного на этапе итерационного процесса изготовления и разрушающего контроля этого показателя (рисунок 1).
Рисунок 1- Итерационная схема разработки директивного технологического процесса изготовления изделия заданного качества
В связи с этим надо иметь в виду, что любое изменение режимов обработки или совершенствование средств технологического оснащения производства без последующих специальных испытаний не даёт оснований для уверенности, что диапазоны рассеивания (точнее коэффициенты вариации стандартного отклонения) технических показателей второй группы не увеличатся, а, следовательно, не приведут к уменьшению вероятности безотказной работы по этих показателям. Таким образом, важнейшим этапом обеспечения надежности вновь изготавливаемых или модернизируемых изделий или модернизации их производства является этап его опытного производства, связанный с итерационным процессом испытания и выявления отказов изделий или их сборочных единиц, установлением причин отказов и способов их устранения, изготовлением усовершенствованных изделий и с постановкой их на новые испытания. Этот итерационный цикл обеспечения надежности получил название доводки. Этап доводки часто продолжается и при серийном выпуске изделия за счёт поступления информации от потребителя. В результате такой доводки создаётся директивный технологический процесс, характерный для данного предприятия и который в дальнейшем должен жестко выдерживаться в серийном производстве. Часто значительное уменьшение сроков поставки изделия в серийное производство достигается за счёт опережающей отработки директивного технологического процесса изготовления отдельных деталей, узлов и агрегатов с передачей полученной информации на этап разработки рабочей документации. Этап разработки технической документации предусматривает разработку и исполнение специальной программы обеспечения надежности изделия (ПОН), которая разрабатывается в техническом задании и предусматривает комплекс мероприятий, направленных на обеспечение заданных требований по надежности проектируемого изделия. На стадии эскизного проектирования ПОН предусматривает: анализ требований к надежности системы, установленных ТЗ; выбор схемных и конструктивных решений, обеспечивающих выполнение заданных требований по надежности; разработку методики расчета надежности системы; распределение норм надежности составных частей; составление разделов по надежности в ТЗ на разработку составных частей; моделирование процессов функционирования системы; разработку необходимых нормативно-технических и методических документов; оценку влияния внешних воздействий на надежность; составление перечней возможных отказов; выявление "слабых" по надежности составных частей; составление перечня критериев отказов и предельных состояний; анализ влияния последствий отказов составных частей на работоспособность системы; разработку мероприятий по предупреждению отказов и защите от их последствий; планирование экспериментальной отработки системы; разработку программ и проведение испытаний макетов составных частей и макета системы в целом; выбор способов резервирования; предварительный расчет надежности; предварительный выбор и обоснование систем контроля исправности при эксплуатации; предварительное установление параметров для диагностирования; предварительное установление сроков технического обслуживания и ремонта; предварительное определение комплектов ЗИП; контроль реализации ПОН для составных частей; составление раздела по надежности в пояснительной записке с указанием результатов работ по ПОН на этапе эскизного проектирования. На стадии технического проектирования ПОН предусматривает: уточнение схемного и конструктивного построения системы; уточнение методики расчета надежности системы; разработку режимов эксплуатации; разработку программ и проведение испытаний макетов с целью определения влияния режимов и условий эксплуатации и оценку показателей надежности; составление перечня комплектующих изделий и материалов с ограниченным сроком службы и подлежащих переосвидетельствованию или замене; расчеты на прочность, устойчивость, на тепловые режимы, уровень шума и вибрации; выбор способов защиты от внешних воздействий; уточненный расчет надежности; оценку соответствия расчетных показателей надежности требованиям ТЗ; уточнение системы контроля исправности системы при эксплуатации; разработку системы технического обслуживания и ремонта; уточнение состава параметров, подлежащих диагностированию, и требований к средствам диагностирования; уточнение состава ЗИП; анализ технологии изготовления составных частей с точки зрения обеспечения надежности; контроль реализации ПОН составных частей; составление раздела по надежности в пояснительной записке с указанием результатов проведенных работ на этапе технического проектирования; составление отчета о реализации ПОН на этапе технического проектирования. На этапе разработки рабочей документации ПОН предусматривает: анализ технологии изготовления опытного образца; анализ технологичности системы; уточнение перечня комплектующих изделий и материалов с ограниченным сроком службы и подлежащих переосвидетельствованию или замене; контроль полноты реализации конструктивных методов обеспечения надежности; расчеты размерных цепей с учетом требований к надежности; разработку программ и методик испытаний по обеспечению надежности; разработку специального испытательного оборудования; проверку метрологической экспертизы; уточнение эксплуатационной документации; проверку работоспособности системы в экстремальных условиях; проверку эффективности мероприятий и средств защиты от отказов; анализ информации о результатах испытаний опытного образца (опытной партии); оценка соответствия надежности опытного образца заданным требованиям; оценка надежности составных частей; выявление причин неисправностей и отказов; корректировка конструкторской документации по результатам испытаний опытного образца; контроль реализации ПОН составных частей; составление отчета о реализации ПОН на стадии разработки рабочей документации опытного образца. В зависимости от назначения и сложности разрабатываемой системы ПОН можно уточнять и изменять. Важнейшей особенностью и отличием показателей надежности от других показателей качества является то, что их уровень выявляется только при эксплуатации, причем их значения нельзя измерить с помощью прибора на готовом изделии и указать, сколько времени осталось до наступления отказа. Надо отметить, что по некоторым частным направлениям диагностики (спектры акустической эмиссии, наличие частиц износа в смазках, визуальный контроль и т.д.) намечается прогресс в оперативной диагностике изделий по текущему состоянию. Приведенная общая схема отработки изделия на надежность конкретизируется в зависимости от вида летательного аппарата и опыта, накопленного в подразделении, обеспечивающем его выпуск. Вместе с тем, общая схема отработки изделия на надежность всегда обязательно включает следующие этапы: задание уровня показателей надежности; анализ проекта на надежность; обеспечение надежности в процессе изготовления опытного изделия; обеспечение достигнутого уровня надежности изделия в процессе его серийного производства; испытания на надежность; контроль и подтверждение уровня надежности. Контрольные вопросы к разделу 2 1. Этапы формирования надежности технических изделий. 2. Формула надежности изделий. 3. Интеграционная схема разработки директивного технологического процесса. 4. Особенности решения задач надежности изделия на этапе разработки технического задания на проектирование изделия. 5. Особенности решения задач надежности изделия на этапе его проектирования и конструирования. 6. Особенности решения задач надежности изделия на этапе его изготовления. 7. Назначение и особенности решения задач надежности на этапе доводки изделия. Основные понятия и определения теории надежности
|
|