|
|
Тема: Відновлення деталей напилюваннямПлан 1. Суть процесу напилювання 2. Газополуменеве напилювання. 3. Електродугове напилювання. 4. Детонаційне напилювання. 5. Плазмове напилювання.
Напилювання є одним зі способів нанесення металевих покрить назношені поверхні відновлюваних деталей. Сутність процесу складається в напилюванні попередньо розплавленого металу на спеціально підготовлену поверхню деталі струменем стиснутого газу (повітря). Дрібні частки розплавленого металу досягають поверхні деталі в пластичному стані, маючи велику швидкість польоту. При ударі об поверхню деталі вони деформуються і, впроваджуючи в її пори і нерівності, утворять покриття. Основними достоїнствами напилювання як способу нанесення покрить при відновленні деталей є висока продуктивність процесу, невелике нагрівання деталей (120... 180 °С), висока зносостійкість покриття, простота технологічного процесу і застосовуваного устаткування, можливість нанесення покрить з будь-яких металів і сплавів. До недоліків процесу відносять знижену механічну міцність покриття і порівняно невисоку міцність зчеплення його з поверхнею деталі. У залежності від виду теплової енергії, використовуваної в апаратах для напилювання при розплавлюванні металу, розрізняють наступні способи напилювання: газополум`яне, електродугове, детонаційне і плазмове.
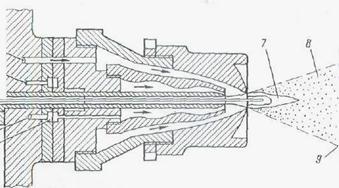
Газополуменеве напилювання. Здійснюється за допомогою спеціальних апаратів, у яких плавлення металу,що напилюється виробляється ацетиленокисневим полум'ям, а його розпилення струменем стиснутого повітря (рис.11.1). Дріт подасться з постійною швидкістю роликами, що приводяться в рух убудованої в апарат повітряної турбінкой через черв'ячний редуктор. Найбільше застосування для газополуменевого напилювання дротом знайшли апарати МГИ-1-57, ГИМ-1 і ін. Перевагами газоплазмового напилювання є невелике окислювання металу, дрібне його розпилення, досить висока міцність покриття. До недоліків відносять порівняно невисоку продуктивність процесу (2.......4 кг/год).
Рис. 11.1. Розпилювальна голівка газополуменевого металізатора: змішувальна камера; 2 - канал подачі кисню; 3- дріт; 4 - направляюча втулка; .5 - канал подачі ацетилену; 6 - канал подачі стисненого повітря; 7 - ацетиленокисневе полум'я; 6 - газометалічний струмінь; 9 напилювана поверхня
Електродугове напилювання. Виконується апаратами, у яких розплавлювання металу здійснюється електричною дугою, що горить між двома дротами, а розпилення струменем стиснутого повітря (рис. 11.2). Для електродугового напилювання вітчизняна промисловість випускає апарати ЭМ-3, -9, -14 (ручні) і ЭМ-6, МЭС-1, ЭМ-12 (верстатні). Привід для подачі дроту в зону горіння електричної дуги в ручних апаратах здійснюється при допомозі повітряної турбінки, а у верстатних промелектродвигуном. Основними перевагами електродугового напилювання є висока продуктивність процесу (0,1 3 до 14 кг/ч), порівняльна простота застосовуваного устаткування й економічність. До недоліків відносять підвищене окислювання металу і велику пористість покриття.
Рис. 11-2. Схема електродугового металлізатора:
1- напилювана поверхня; 2- направляючі наконечники; 3 - повітряне сопло; 4 - механізм подачі дроту; 5 - дріт
Детонаційне напилювання. При цьому способі напилювання розплавлювання металу, його розпилення і перенос на поверхню деталі досягаються за рахунок енергії вибуху суміші ацетилену і кисню. При напилюванні металу в камеру охолоджуваного водою ствола апарата (рис. 11.3) для напилювання подаються у визначеному співвідношенні ацетилен і кисень. Потім у камеру вводиться за допомогою струменя азоту напилювальний порошок з розміром гранул 50 ... 100 мкм. Газову суміш, підпалюють електричною іскрою. Вибухова хвиля повідомляє часточкам порошку високу швидкість польоту, що на відстані 75 мм від зрізу стовбура досягає 800 м/с.
Кисень Азот
Ацетилен Рис.11.3. Схема детонаційнного напилювання: 1- електричний запальник; 2- камера; 3-ствол; 4-напилювана поверхня
Після нанесення кожної дози порошку ствол апарата продувається азотом для видалення продуктів згоряння. Цей процес повторюється автоматично з частотою 3...4 рази в секунду. За один цикл на поверхню деталі наноситься шар металу товщиною до 6мкм. Перевагами цього способу напилювання є велика продуктивність процесу (при діаметрі ствола 20...25 мм за 15с можна нанести покриття товщиною до 0,3 мм на площі до 5см, висока міцність зчеплення покриття з поверхнею деталі, невисока температура на поверхні деталі (не більш 200 С). До недоліків процесу відносять високий рівень шуму (до 140 дцб), що обумовлює необхідність виконання робіт з нанесення покрить у спеціальній звуковбирній камері.
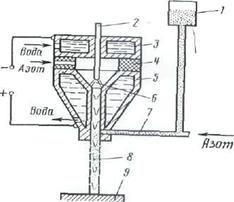
Плазмове напилювання. Для розплавлювання і переносу металу на поверхню деталі тут використовуються теплові і динамічні властивості плазмового струменя (рис. 11.4). У якості плазмоутворюючого газу застосовують азот, що дає змогу одержати температуру 10000... 15000 С. Напилюваний матеріал у виді порошку вводиться в сопло плазмотрона з дозатора за допомогою транспортуючого газу (азоту). Дозатор визначає витрата порошку і, отже, продуктивність процесу напилювання. Витрата порошку можна плавно регульований у межах від 3 до 12 кг/ч. Потрапляючи в плазмовий струмінь, металевий порошок розплавляється і, що захоплюється плазмовим струменем, наноситься на поверхню деталі, утворюючи покриття.
Рис.11.4 Схема плазмового напилювання. 1-порошковий дозатор, 2-вольфрамовий катод, 3-сорочка водяного охолодження, 4-ізоляційна прокладка, 5-сопло плазмотрона, 6- електрична дуга, 7-трубка подачі порошку, 8-металоплазменная струмінь, 9-напилювана поверхня.
Основними перевагами плазмового напилювання є висока продуктивність процесу (до 12 кг/год), більш висока, ніж при інших способах напилювання, фізико-механічні властивості покриття (наприклад, зносостійкість у 1.5... 2 рази вище, ніж у загартованої сталі 45), можливість нанесення покрить з будь-яких сплавів, повна автоматизація процесу напилювання. Міцність зчеплення покриття з деталлю вище, ніж при інших способах напилювання, але вона все-таки не перевищує 400...450 кгс/смпри випробовуванні на відрив. Деякі матеріали, що використовують для напилення. У якості напилювальних матеріалів при відновленні автомобільних деталей застосовують дріт або порошкові сплави. При газополу-меневому і електродуговому напилюванні звичайно використовується дріт. Дріт із средньовуглецевої сталі застосовують при відновленні посадкових поверхонь на сталевих і чавунних деталях. Для деталей, що працюють в умовах тертя, рекомендується застосовувати сталевий дріт з підвищеним вмістом вуглецю. При плазмовому і детонаційному напилюванні застосовують порошкові сплави. Для одержання зносостійких покрить рекомендується застосовувати, порошкові сплави на основі нікелю чи більш дешеві слави на основі заліза з високим вмістом вуглецю. Сплави на основі нікелю мають високі технологічні й експлуатаційні властивості. Наявність у їхній структурі твердих складових (карбідів і боридів) і порівняно м'якої основи (твердого розчину) дозволяє одержувати покриття з високими експлуатаційними властивостями. Лекція _____ |
|